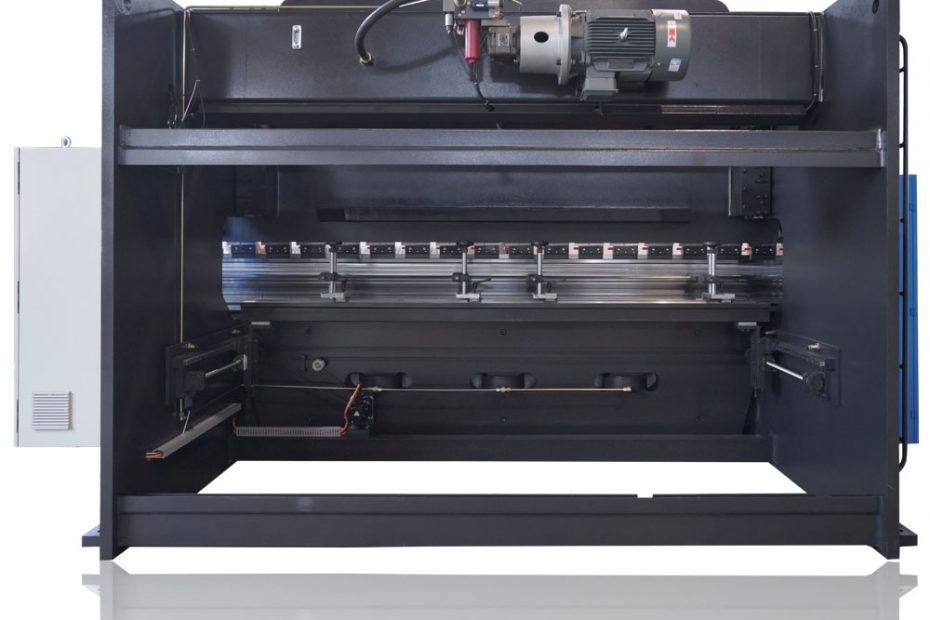
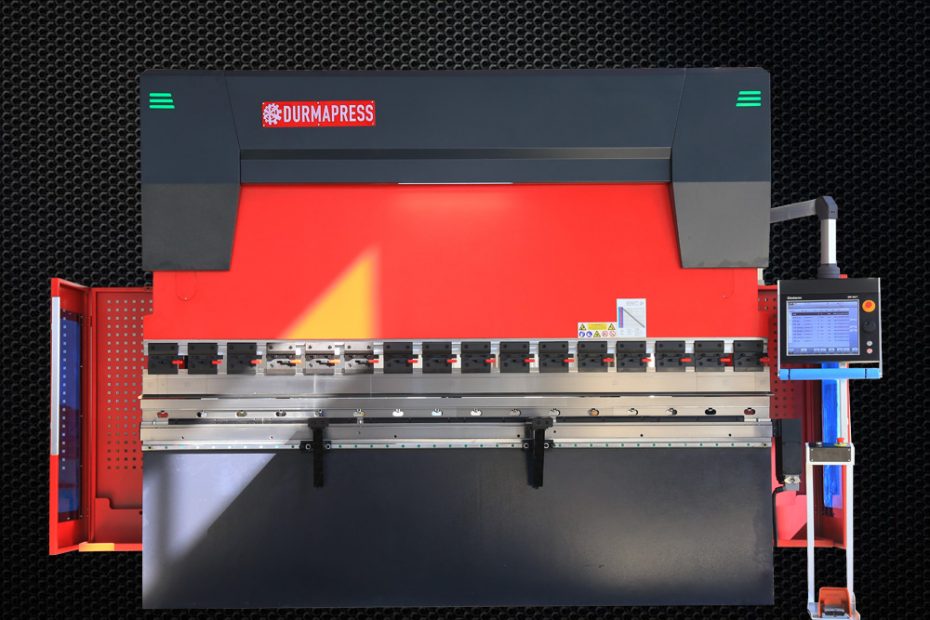
Safety operation rules for hydraulic bending machines
1, machine operator must be familiar with the main structure, performance and use of hydraulic bending machines. 2, strictly abide by the safety operation rules of machine tools, wear labor protection equipment according to the provisions. Stick to your job, Operate the equipment carefully and do nothing unrelated to your job. Shut down and turn off the power when leaving the equipment. 3, the upper and lower molds should be cleaned and wiped clean before starting. Check the oil level… Read More »Safety operation rules for hydraulic bending machines