Почему перспективы роботов для листогибочных машин широки и неограниченны?
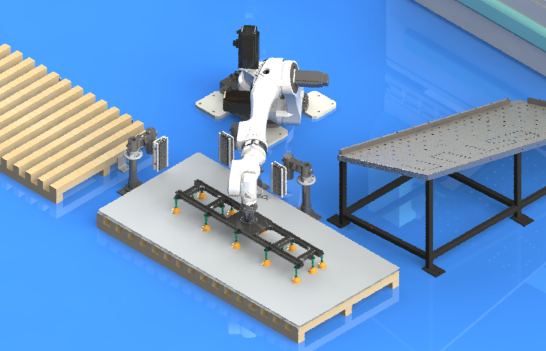
Что такое листогибочный робот Листогибочный робот - это промышленный робот с высокой точностью, высокой эффективностью и высокой степенью автоматизации. Он в основном используется для обработки металлических листов на листогибочном прессе и может реализовать производство металлических изделий различных сложных форм. Листогибочный робот объединяет в себе множество передовых технологий, таких как робототехника, технология ЧПУ и сенсорные технологии. Он обладает мощными возможностями обработки данных и управления и может с высокой точностью выполнять операции листогибочного пресса. Основные... Читать далее "Почему перспективы роботов для листогибочных машин широки и неограниченны?