
В обрабатывающей промышленности гибка и формовка листового металла является важным средством обработки для придания различных форм путем пластической деформации тонких и средних листовых материалов.
Однако на практике при гибке и формовке листового металла часто возникают различные дефекты качества, такие как отскок при гибке, трещины при гибке, вмятины при гибке и т.д. Эти проблемы не только влияют на качество продукции, но и могут привести к нерациональному использованию ресурсов и низкой производительности. Поэтому в данной статье мы обсудим причины и способы устранения этих распространенных дефектов, чтобы предложить эффективные решения по контролю качества и методы оптимизации для гибки и формовки листового металла.

инструкция
Гибка и формовка листового металла, как часто используемый и жизненно важный метод обработки в обрабатывающей промышленности, играет незаменимую роль в различных отраслях. Этот процесс в основном включает в себя приложение силы механическим оборудованием для точного изгиба тонких и средних листовых материалов с целью создания различных компонентов и структурных форм, отвечающих проектным требованиям. Эти компоненты и конструкции широко используются в механическом оборудовании, автомобилях, строительстве, электронике и других областях, а их качество напрямую зависит от производительности и безопасности конечного продукта.
В процессе гибки и формовки листового металла могут возникнуть различные дефекты качества, такие как неточный угол изгиба, явные следы изгиба, повреждение поверхности, трещины, деформация и так далее. Эти дефекты, если их вовремя не распознать и не устранить, негативно скажутся на общих характеристиках изделия и даже могут представлять потенциальную угрозу безопасности. Поэтому контроль качества в процессе гибки и формовки листового металла является ключевым звеном для обеспечения качества продукции.
Для того чтобы повысить эффективность и качество продукции при гибке и формовке листового металла, в данной статье будет проведен глубокий анализ дефектов качества, которые могут возникнуть в процессе обработки, и рассмотрены соответствующие меры по их устранению. К ним относятся, в частности, оптимизация параметров процесса, выбор подходящих пресс-форм и материалов, повышение точности оборудования, совершенствование навыков операторов и усиление контроля качества процесса. Благодаря этим мерам можно свести к минимуму образование дефектов в процессе производства, что повысит надежность продукции и ее конкурентоспособность на рынке.
Overview of Sheet Metal Bending & Forming Process
Принцип работы и классификация

Гибка и формовка листового металла - это ключевая технология в процессе металлообработки, которая в основном включает в себя гибку и деформацию листового металла для удовлетворения требований к дизайну различных промышленных компонентов и конструкций.
Этот процесс обычно можно разделить на две основные категории: свободная гибка и гибка с вдавливанием. Свободная гибка осуществляется путем точного управления движением верхней формы на гибочном станке таким образом, чтобы листовой металл сгибался по заранее разработанной линии гиба под углом и радиусом, указанными в чертеже. Этот метод требует точного позиционирования и регулировки пресс-формы для обеспечения точности и повторяемости изгиба.
С другой стороны, гибка давлением - это более традиционный и простой метод. В этом случае верхний штамп гибочной машины прижимается до самого нижнего положения, где комбинированное давление между верхним и нижним штампами воздействует на листовой металл, создавая необходимый прогиб. Этот метод обычно используется для более толстых и тяжелых листов, так как он обеспечивает более равномерное распределение напряжения и большую стабильность при изгибе. Независимо от того, используется ли свободная гибка или гибка на сжатие, целью является достижение точной формовки деталей из листового металла, чтобы обеспечить их соответствие требованиям инженерного проекта, а также обеспечить эффективность и экономичность процесса.
Распространенные дефекты и их причины
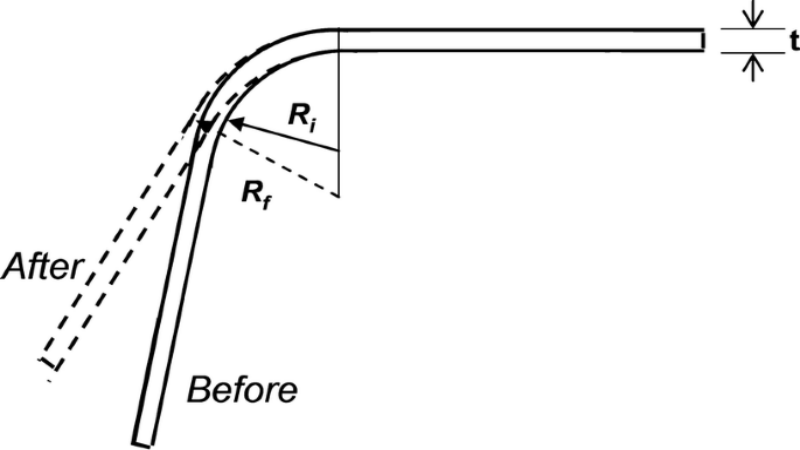
Пружинистость при изгибе
В процессе гибки и формовки нейтральный слой листового металла подвергается упругой деформации, что приводит к отклонению размеров и формы готового изделия от проектных требований. Основными причинами этого являются упругие свойства нейтрального слоя и неправильная обработка материала.
Меры решения
- При деформации изгиба упругая деформация листа увеличит количество отскоков из-за упругой деформации листа. Поэтому перед изгибом пластину следует отжечь, особенно для материалов, прошедших холодную закалку, чтобы улучшить организацию внутренних напряжений в пластине и эффективно уменьшить проблему отскока при обработке.
- После того, как в процессе гибки листового металла образуются загибы, гибочные детали будут восстанавливаться из-за упругой деформации листа, в результате чего внутренний диаметр и угол гиба будут немного больше теоретического значения. Чтобы минимизировать эффект этого отскока, можно соответствующим образом увеличить размер деформации в процессе гибки, чтобы конечный продукт соответствовал проектным требованиям.
- Использование небольшого внутреннего диаметра верхней формы для многоточечной гибки, благодаря многократной деформации гиба может эффективно уменьшить или устранить явление отскока, а также повысить точность и стабильность гибки и формовки.
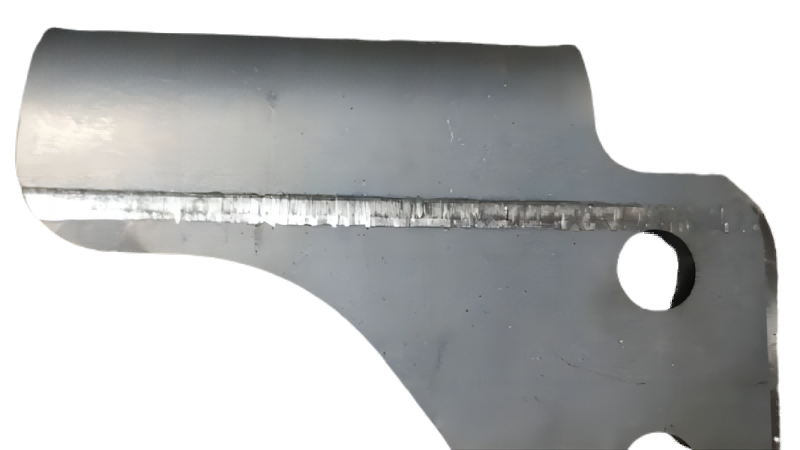
Трещины при изгибе
В процессе гибки и формовки нейтральный слой листового металла подвергается упругой деформации, что приводит к отклонению размеров и формы готового изделия от проектных требований. Основными причинами этого являются упругие свойства нейтрального слоя и неправильная обработка материала.

Меры решения
- Отрегулируйте зазор штампа, а также равномерность, чтобы улучшить качество секции штамповки и резки, чтобы обеспечить гладкость и прямолинейность секции и избежать появления таких дефектов, как заусенцы и трещины.
- Возьмите за основу направление прокатки сырья и используйте программное обеспечение для раскроя, чтобы выполнить разумное планирование. Если направление гибки совпадает с направлением зерна сырья, минимальное значение радиуса гибки должно быть соответствующим образом увеличено; если направление гибки перпендикулярно направлению зерна сырья, минимальное значение радиуса гибки должно быть соответствующим образом уменьшено. Убедитесь, что угол между направлением зерна сырья и линией изгиба должен составлять около 60°, минимум - более 30°.
- В местах пересечения нескольких кромок сгиба должны быть расположены отверстия для остановки трещин в соответствии с допустимыми условиями. Размер отверстия для запорной трещины должен быть больше или равен толщине исходного материала плюс внутренний диаметр изгиба, когда линия изгиба выходит под прямым углом, увеличение ширины паза для запорной трещины должно быть больше, чем в два раза толщина исходного материала плюс внутренний диаметр изгиба, как показано на рисунке 3.
- Изгиб технологического оборудования в соответствии с требованиями времени узла смазки и обслуживания, снижение сопротивления потоку, обеспечение стабильной работы оборудования и долгосрочного использования непрерывности.
Изгибная вмятина
В процессе гибки давление верхней и нижней форм оставляет на поверхности листа вмятины, особенно для изделий с высокими требованиями к внешнему виду, и эти вмятины могут стать дефектами качества.
Меры решения
- Удлините верхнюю покрышку формы и увеличьте радиус галтели на конце формы;
- Увеличьте ширину канавки приспособления нижнего штампа, насколько это возможно, чтобы внутренний диаметр детали из листового металла стал больше после гибки и формовки, а выдавливание заготовки в канавке нижнего штампа можно было уменьшить;
- Нижний штамп сконструирован как роликовый V-образный штамп, как показано на рисунке 5, когда верхний штамп прижимается, лист обычно вращается с приводом, так что заготовка и нижний штамп поддерживают полный и всесторонний контакт с нижним штампом, эффективно предотвращая появление вмятин от изгиба;
- В верхней части листа и нижней части штампа толщина прокладки составляет 0,1 ~ 0,5 мм, резиновая кожа или не вдавливающаяся пленка позволяют избежать или уменьшить вдавливание при изгибе.
Заключение
В данной статье подробно рассмотрены распространенные дефекты в процессе гибки и формовки листового металла и предложены соответствующие меры для решения проблемы. В статье подчеркивается важность оптимизации параметров процесса и модернизации технологии оборудования для обеспечения качества формовки и обработки. В то же время, благодаря реализации эффективных стратегий контроля качества, можно повысить стабильность качества продукции, тем самым снизив производственные затраты и повысив рыночную конкурентоспособность и экономическую выгоду предприятий. В реальном производстве предприятия должны регулировать параметры процесса в соответствии с конкретной ситуацией, постоянно оптимизировать производственный процесс, уделяя при этом особое внимание техническому обновлению и обслуживанию оборудования для обеспечения бесперебойного хода обработки. Кроме того, усиление обучения контролю качества и повышение осведомленности о качестве и технического уровня сотрудников также являются важными средствами для повышения стабильности качества продукции и снижения уровня брака. Благодаря вышеперечисленным мерам предприятия смогут повысить эффективность производства и снизить затраты при условии обеспечения качества продукции, что позволит повысить конкурентоспособность на рынке и обеспечить устойчивое развитие.
О нас
Durmapress специализируется на проектировании, производстве и продаже различного металлообрабатывающего оборудования, включая гибочные станки, ножницы, пуансоны, станки для лазерной резки и т. д. Компания была основана в 2000 году. Благодаря многолетнему опыту и накоплению технологий. DurmaPress стал одним из известных брендов металлообрабатывающего машиностроения Китая.

Свяжитесь с нами
Последние сообщения

-300x169.jpg)

Категории
Следуйте за нами
Свяжитесь с нами для получения дополнительной информации
Если у вас есть какая-либо информация о нашей продукции, пожалуйста, свяжитесь с нами, и мы ответим вам в течение 24 часов.
