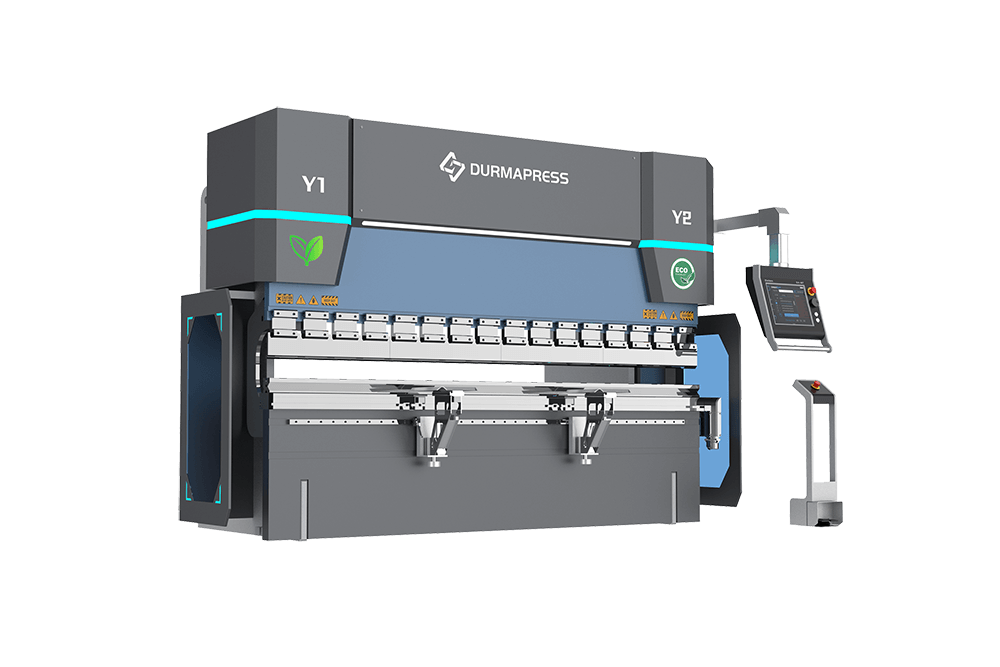
The DP-ES pro max Series Press Brake 6~8+1 Axis provides reliable precision and versatility for most bending applications. Increase your productivity with this durable and efficient solution.
Warning: Undefined array key "hotspot_offset_x" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php на линии 1060
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php на линии 1060
Warning: Undefined array key "hotspot_offset_y" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php на линии 1061
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php на линии 1061
Держатель инструментов
Система контроллеров ЧПУ
Свет
Ножной переключатель
Листовой фронтальный опорник
Коронование
особенности
Достигайте точного изгиба с высокой точностью.
Прочная рама со снятием напряжения для дополнительной устойчивости.
Увеличенная глубина лубина горловины, ход и дневной свет для повышения производительности.
Испытайте более мощную и быструю машину с пониженным рабочим шумом благодаря инновационному дизайну.
Эффективная смена и выравнивание инструмента для ускорения операций.
Снижение производственных затрат для повышения экономической эффективности.
Используйте компоненты от всемирно признанных и надежных брендов.
Упростите процессы обслуживания и ремонта для удобства пользователей.
Noise reduction
0%
reduction in working cycle time
0%
energy saving
0%
Стандартный компонент
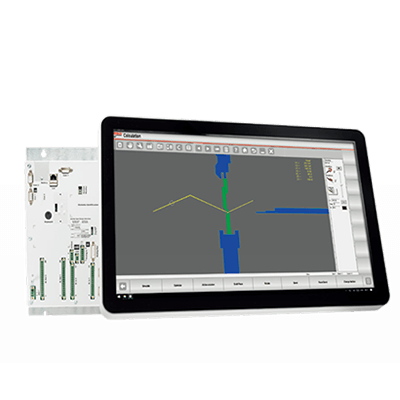
Система управления ЧПУ для листогибочных прессов
DELEM DA66S
Сенсорные пульты DA-66T Touch оснащены встроенной операционной системой Windows, работающей в реальном времени, что обеспечивает максимальную надежность. Обеспечивается плавный запуск даже после мгновенного выключения.
Двухмерный графический режим программирования с сенсорным экраном
3D machine representation, in simulation and production
24-дюймовый цветной TFT-дисплей высокого разрешения
Совместимость с Delem Modusys (масштабируемость и адаптивность модулей)
USB, сопряжение с периферийными устройствами
Поддержка пользовательских приложений в многозадачной среде управления
Интерфейс изгиба и коррекции датчиков
Profile-S2D offline software
ВАРИАНТ Компонент
Система управления ЧПУ для листогибочных прессов
Customize The Controller For Your DP-ES PRO MAX Series
ESA S860
Абсолютное совершенство сделало ЧПУ: мощный ПК с ОС Windows, интегрированный с процессором Intel и мегаэкраном LCD HD Multitouch с диагональю 18,5″ 16:9 GlassOnly.
The DA-66T offers 2D programming that includes automatic bend sequence calculation and collision detection. Full 3D machine set-up with multiple tool stations.
Каждая деталь может обеспечить долгий срок службы и снизить производственные затраты.
Рама машины
Листогибочные прессы Durmapress имеют прочную моноблочную раму из высокопрочной стали, обеспечивающую неизменную точность и надежность. Каждая рама закалена и имеет 15-летнюю гарантию.
Конечно, контроллер функционирует как центральный интеллект всей машины. Наша фирма поставляет первоклассные контроллеры от таких уважаемых брендов, как Делем, ESA, и Cybelec.
Для точности оси X мы используем шарико-винтовую пару и линейные направляющие тайваньского производства PMI, что обеспечивает более высокую точность по сравнению с системами на основе стержней. Обратный калибр, управляемый серводвигателем с зубчатым ремнем и колесным механизмом, обеспечивает точное позиционирование.
We use the Siemens energy-efficient motor from Germany, designed to meet the daily production demands of our clientele seamlessly. This motor operates substantially more efficiently than standard motors.
Использование надежности оригинальных компонентов Schneider, поставляемых непосредственно из Франции, известных своей неизменной стабильностью, впечатляющей долговечностью и длительным сроком службы.
It ensures consistent processing position and size by precisely controlling the workpiece stop. The adjustable Stopper Finger position and height accommodate various workpiece sizes and shapes.
Durmapress's self-developed Side Fast Clamp can be used with various series to complete bending work including heavy machines. The tooling replacement is smooth and durable.
Оцените непревзойденную точность лазерной системы измерения углов iMeasure, разработанной совместно с Data-M Engineering, которая обеспечивает точные углы изгиба всего за одну операцию.
Система DSP Laser Protection отслеживает интенсивность и местоположение лазерного излучения в режиме реального времени, чтобы вовремя обнаружить возможные угрозы лазерной безопасности во время работы листогибочного пресса.
Новейшие приспособления для гибки листового металла призваны оптимизировать работу наших листогибочных прессов за счет сокращения времени на настройку пресса и упрощения работы операторов. Эти приспособления для гибки оказывают операторам ценную практическую помощь.
Мы используем инновационные технологии WILA, включая Safety-Click®, Smart Tool Locator® и систему замены E2M® для (тяжелых) инструментов, чтобы повысить безопасность и удобство замены. Точность и эргономика тщательно подобраны для обеспечения максимальной производительности всех инструментов.
Компания Durmapress всегда придерживается концепции, согласно которой клиент ставится на первое место во всем процессе покупки, и постоянно оптимизирует и внедряет инновации в производственный процесс, чтобы удовлетворить потребности всех крупных, средних и малых производственных компаний.
20+ лет опыта
Персонализированные машины на заказ
Идеальная система послепродажного обслуживания
Доступность 24/7
Дурмапиновый завод
Смотреть видео
ГИДЕ 1
Как установить кожух цилиндра листогибочного пресса
Следуя этому руководству, вы сможете убедиться, что защитный кожух цилиндра установлен правильно, обеспечивая защиту и поддерживая надлежащее функционирование листогибочного пресса.
Как установить листогибочный станок и провести предварительную подготовку
Перед запуском листогибочного станка с ЧПУ необходимо провести ряд подготовительных работ, чтобы обеспечить безопасную и правильную работу гидравлического листогибочного станка. Вот некоторые общие подготовительные мероприятия.