
Листогибочный пресс с ЧПУ для гибки пластин различными способами, в этой статье будет гибка обработки из относительного положения верхней и нижней форм и складывается в форму различных аспектов деталей гибки нескольких общих методов гибки, а также подробное описание процесса гибки и меры предосторожности.

Классификация методов гибки
Понятие и определение сгибания зазора
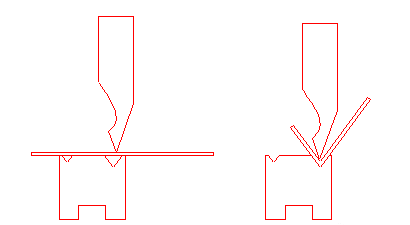
Гибка с зазором - это особый способ гибки на листогибочном прессе с ЧПУ. В этом процессе верхняя и нижняя пресс-формы не должны быть плотно прижаты друг к другу, но путем регулировки глубины верхней пресс-формы в отверстие нижней пресс-формы, чтобы получить желаемый угол изгиба. Этот метод обеспечивает большую гибкость и точность, чем традиционный метод гибки с прессовой посадкой.

Характеристики и применение гибки с зазором
Характеристики гибки с зазором таковы, что чем глубже верхняя форма в нижнюю форму, тем меньше угол гибки; наоборот, если верхняя форма в нижнюю форму глубиной меньше, тем больше угол гибки. Поскольку материал обладает упругостью в процессе гибки, необходимо предварительно выполнить чрезмерный изгиб во время операции гибки, чтобы контролировать величину отскока после гибки и обеспечить точность угла гибки.
Преимущества гибки с зазором
Преимущества гибки с зазором проявляются в основном в двух аспектах. Во-первых, потому что этот метод гибки обладает высокой степенью гибкости, что позволяет использовать меньшее количество пресс-форм для достижения различных углов процесса формования. Во-вторых, поскольку верхнюю и нижнюю формы не нужно плотно прижимать друг к другу, давление, необходимое для обработки, относительно невелико, что в определенной степени снижает потребление энергии и износ в процессе обработки.
Соотношение материала и формы при гибке с зазором
При гибке с зазором соотношение материала и формы также является важным фактором. В частности, при толщине материала менее 12,7 мм соотношение B:V составляет 1:8; при толщине материала от 12,7 до 22,2 мм соотношение B:V составляет 1:10; при толщине материала более 22,2 мм соотношение B:V составляет 1:12. Это соотношение может быть отрегулировано в соответствии с конкретными требованиями к гибке и свойствами материала для достижения наилучших результатов гибки.
Изгиб дна под давлением

Гибка под давлением - это вид обработки листового металла на листогибочных станках с ЧПУ. В этом процессе лист плотно прижимается между верхней и нижней формами, так что лист под давлением пластически деформируется, чтобы достичь заданного угла изгиба и радиуса локтя. Этот тип гибки в основном используется в обработке листового металла, и может реализовать точный изгиб и формовку листа.
Характеристики гибки днища пресса
Пресс для гибки днища особенно подходит для массового и крупносерийного производства, особенно для обработки листового металла толщиной менее 2 мм. Благодаря уникальному методу обработки, радиус гиба относительно мал, и в то же время он может обеспечить высокую точность гибки, что может удовлетворить потребности различных сложных форм обработки листового металла.
Меры предосторожности при гибке днища пресса
При использовании метода гибки под давлением, необходимо обратить внимание на то, что рабочее давление должно быть больше, чем давление гибки в зазоре, обычно требуется рабочее давление более чем в три раза больше, чем давление гибки в зазоре. Кроме того, угол пресс-формы для гибки под давлением должен быть адаптирован к углу листа и свойствам материала, чтобы обеспечить точность гибки и качество формирования листа. Кроме того, очень важна конструкция пресс-формы, рекомендуемая общая пропорция пресс-формы составляет B: V = 1:6, что может обеспечить стабильность и точность гибки.
В целом, гибка на прессе - это эффективный и точный способ обработки листового металла, подходящий для различных видов крупносерийного производства. Однако в процессе работы необходимо обращать внимание на настройку и регулировку различных параметров, чтобы обеспечить качество и точность гибки.
Рабочий тоннаж
Рабочий тоннаж - термин, часто упоминаемый в машиностроении и производстве, - является важным показателем, используемым для измерения усилия, необходимого для выполнения операции гибки. В частности, под рабочим тоннажем понимается величина давления, необходимого для выполнения операции гибки. Это давление прикладывается к материалу листогибочным прессом или прессом для его пластической деформации с целью получения требуемой формы изгиба.
Объяснение факторов, влияющих на рабочую тонну
На рабочий тоннаж влияют различные факторы, в том числе следующие:
- радиус изгиба: чем меньше радиус изгиба, тем больше рабочая нагрузка, так как для изгиба материала на меньший радиус требуется большее давление.
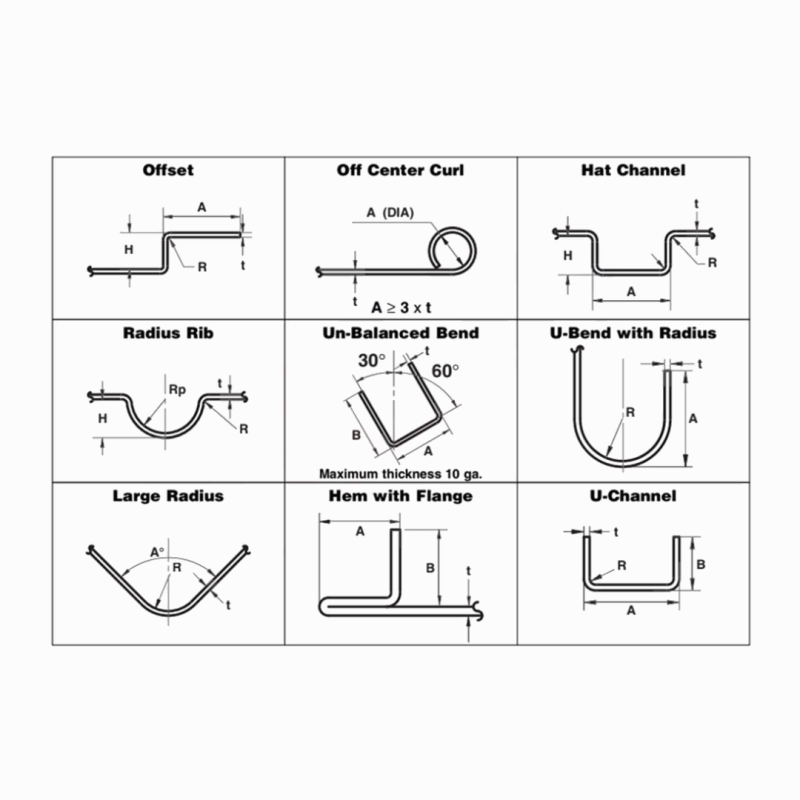
- Метод гибки: различные методы гибки, такие как U-образная гибка, V-образная гибка и т.д., требования к рабочему тоннажу будут разными.
- Коэффициент штамповки: коэффициент штамповки означает отношение площади поперечного сечения штампа к площади поперечного сечения материала, чем больше коэффициент штамповки, тем больше рабочий тоннаж.
- Длина локтя: чем больше длина локтя, тем больше рабочий тоннаж, так как требуется большее давление для того, чтобы материал на большей длине подвергся пластической деформации.
- толщина и прочность гибочного материала: чем больше толщина и прочность материала, тем больше рабочий тоннаж, поскольку для преодоления прочности материала на изгиб требуется большее давление.
Подробный расчет рабочего тоннажа
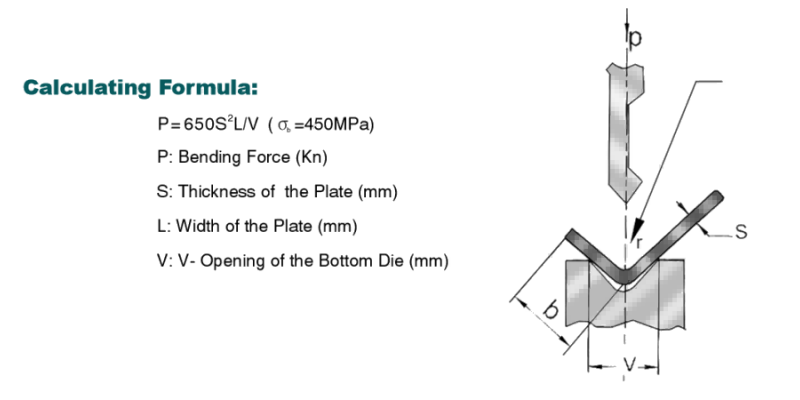
Методы расчета рабочего тоннажа обычно основаны на определенных допущениях и упрощениях для облегчения инженерных расчетов. Распространенным методом расчета является использование приближенной формулы давления на изгиб: P = 650s²L/1000v, где P - рабочий тоннаж, S - толщина материала, L - ширина материала, а V - скорость гибки. Эта формула дает приблизительную оценку рабочего тоннажа, но на практике ее может потребоваться скорректировать в зависимости от конкретной ситуации.
На практике расчет обычно основывается на прочности материала σb = 450 Н/мм², так как σb = 450 Н/мм² является общепринятым стандартом прочности для инженерных материалов. Кроме того, значения, приведенные в таблице, основаны на давлении изгиба при длине листа в один метр, что является общепринятым эталонным значением.
Подведение итогов
Рабочий тоннаж - это важное понятие в машиностроении и производстве, отражающее величину давления, необходимого при гибке. На рабочую нагрузку влияет ряд факторов, включая радиус гиба, метод гибки, соотношение штампов, длину локтя, толщину и прочность сгибаемого материала. Расчет рабочего тоннажа обычно требует использования определенных формул и допущений для инженерных приложений.
Детали классификации форм изгиба
Анализ классификации L-образных изгибов
В гибочной обработке L-образный изгиб является распространенной формой изгиба, которую можно разделить на два типа: 90˚ изгиб и не 90˚ изгиб. Изгиб на 90˚ означает сгибание двух краев перпендикулярно друг другу, образуя прямой угол; в то время как изгиб без 90˚ означает сгибание двух краев не под прямым углом, а под определенным углом. Когда выполняется L-образный изгиб, его можно разделить на общий (L>V/2) и специальный (L<V/2) на основе соотношения между длиной изгиба (L) и шириной отверстия (V).
Напоминание о мерах предосторожности
При выполнении L-образной гибки необходимо обратить внимание на следующие моменты: во-первых, выбрать подходящую пресс-форму, которая зависит от материала обрабатываемого материала, толщины листа и угла формовки; во-вторых, обратить внимание на способ прислонения во время обработки и на перемещение заднего набора датчиков при различных способах прислонения при обработке.
Подробное описание N-фолда
N-образный сгиб - это форма сгиба, для которой применяются различные методы обработки в зависимости от формы. При сгибании внутренний размер материала должен быть больше 4 мм, чтобы обеспечить стабильность и точность сгибания.
Напоминание о мерах предосторожности
Во время процесса N-складывания необходимо следить за тем, чтобы угол наклона был немного меньше 90 градусов для облегчения последующих операций обработки. В то же время после сгибания L-складки следует обеспечить угол 90 градусов или чуть меньше 90 градусов, чтобы облегчить обработку положения опирания.
Анализ Z-изгиба
Z-изгиб, также известный как разница сечений, относится к положительной и отрицательной форме изгиба. Его можно разделить на два типа: различие сегментов со скошенным краем и различие сегментов с прямым краем.
Напоминание о мерах предосторожности
При обработке Z-изгиба необходимо убедиться, что угол обработки L-изгиба должен быть на месте, обычно он должен составлять 89,5 ~ 90 градусов. Кроме того, при протяжке после установки калибра необходимо обращать внимание на деформацию заготовки, чтобы предотвратить появление бракованных изделий.
Объяснение обратного складывания и сплющивания
Обратное складывание и сплющивание, также известное как прижимание мертвого края, является этапом обработки. Для его выполнения сначала сгибают вставку на глубину около 35 градусов, а затем расплющивают ее с помощью формы для расплющивания, пока она не станет плоской и плотной.
Напоминание о мерах предосторожности
При обработке мертвой кромки необходимо обращать внимание на параллельность двух сторон, чтобы обеспечить качество обработки. Для более коротких мертвых кромок можно использовать метод обработки набивкой, чтобы повысить эффективность обработки.
Анализ прессового оборудования
Прессование фурнитуры - это метод обработки с использованием раскладушки для прессования и врезания фурнитуры, который требует использования вогнутых форм, оснастки и других вспомогательных форм для обработки.
Предостережения и напоминания
В процессе прессования фурнитуры, если необходимо избежать изменения формы заготовки, необходимо принять меры, чтобы избежать такого положения. После завершения обработки необходимо проверить, соответствуют ли крутящий момент и усилие стандарту, а также ровность и плотность прилегания фурнитуры и заготовки, чтобы убедиться в качестве продукции.
Подведите итоги
Благодаря приведенному выше подробному описанию нескольких методов гибки на листогибочном станке с ЧПУ и мер предосторожности, я надеюсь помочь вам лучше понять и применить эти технологии для повышения производительности и качества продукции. В реальном процессе, в соответствии с различными формами гибки и требованиями к обработке, необходимо выбрать соответствующую форму и методы обработки, обращая при этом внимание на различные меры предосторожности, чтобы обеспечить качество и точность процесса гибки.
О нас
Durmapress специализируется на проектировании, производстве и продаже различного металлообрабатывающего оборудования, включая гибочные станки, ножницы, пуансоны, станки для лазерной резки и т. д. Компания была основана в 2000 году. Благодаря многолетнему опыту и накоплению технологий. DurmaPress стал одним из известных брендов металлообрабатывающего машиностроения Китая.
Свяжитесь с нами
Последние сообщения



Категории
Следуйте за нами
Еженедельное новое видео
Свяжитесь с нами для получения дополнительной информации
Если у вас есть какая-либо информация о нашей продукции, пожалуйста, свяжитесь с нами, и мы ответим вам в течение 24 часов.
