
Введение в волоконно-лазерную резку пропила
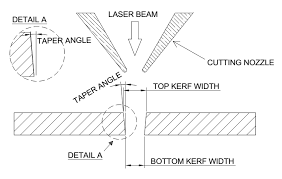
Пропил при волоконно-лазерной резке обозначает ширину материала, удаляемого лазерным лучом в процессе резки. Он играет важную роль в определении точности резки и общего качества готовой детали. Понимание и контроль пропила необходимы для достижения желаемых результатов резки и оптимизации использования материала. В волоконно-лазерной резке на ширину и свойства пропила влияют различные факторы, включая мощность лазера, скорость резки, свойства материала и вспомогательный газ. Регулируя эти параметры, операторы могут оптимизировать пропил для удовлетворения конкретных требований к резке и достижения желаемых результатов. Кроме того, достижения в области технологии волоконных лазеров привели к созданию передовых систем резки с расширенными возможностями контроля пропила. Современное программное обеспечение для лазерной резки позволяет точно регулировать ширину пропила в зависимости от типа материала, толщины и желаемого качества резки.

Ключевые факторы, влияющие на лазерную резку Пропил
Пропил при волоконно-лазерной резке обозначает ширину материала, удаляемого лазерным лучом в процессе резки. Он играет важную роль в определении точности резки и общего качества готовой детали. Понимание и контроль пропила необходимы для достижения желаемых результатов резки и оптимизации использования материала. В волоконно-лазерной резке на ширину и свойства пропила влияют различные факторы, включая мощность лазера, скорость резки, свойства материала и вспомогательный газ. Регулируя эти параметры, операторы могут оптимизировать пропил для удовлетворения конкретных требований к резке и достижения желаемых результатов. Кроме того, достижения в области технологии волоконных лазеров привели к созданию передовых систем резки с расширенными возможностями контроля пропила. Современное программное обеспечение для лазерной резки позволяет точно регулировать ширину пропила в зависимости от типа материала, толщины и желаемого качества резки.
Мощность и плотность энергии лазера
Мощность лазера и плотность энергии - два важных параметра, которые влияют на величину пропила при лазерной резке. Чем выше мощность лазера и плотность энергии, тем сильнее тепловое воздействие лазерного луча на материал, что приводит к увеличению зазора реза (Kerf). Соответствующее увеличение мощности лазера и плотности энергии может ускорить скорость резки, но в то же время увеличит зону термического влияния, что приведет к увеличению шероховатости режущей кромки.
Скорость резки
Скорость резки также является одним из ключевых факторов, влияющих на пропил при лазерной резке. При заданной мощности лазера и плотности энергии слишком высокая скорость резки приводит к уменьшению времени термического воздействия лазерного луча на материал, что приводит к уменьшению зазора при резке (Kerf). Однако слишком высокая скорость резки также может привести к неполному резанию или неровным кромкам. Поэтому необходимо выбрать подходящую скорость резки в зависимости от свойств материала и мощности лазера при реальной обработке.
Характеристики материала
Скорость резки также является одним из ключевых факторов, влияющих на пропил при лазерной резке. При заданной мощности лазера и плотности энергии слишком высокая скорость резки приводит к тому, что лазерный луч не успевает термически воздействовать на материал. Такие свойства материала, как теплопроводность, температура плавления, плотность и т. д., также оказывают важное влияние на пропил лазерной резки. Например, материалы с высокой теплопроводностью имеют тенденцию терять тепло в процессе лазерной резки, что делает пропил более узким; в то время как материалы с высокой температурой плавления требуют более высокой мощности лазера и плотности энергии для осуществления полной резки.
Вспомогательный газ
В процессе лазерной резки использование вспомогательных газов (таких как кислород, азот и т.д.) также оказывает определенное влияние на величину зазора при резке (Kerf). Вспомогательные газы помогают удалять расплавленный материал и окислы в процессе резки, повышая качество и эффективность резки. В то же время тип и расход вспомогательного газа также влияют на ширину и форму зазора при резке (пропила). Например, использование кислорода в качестве вспомогательного газа ускоряет скорость резки, но увеличивает зону термического воздействия, а использование азота уменьшает зону термического воздействия, но снижает скорость резки.

Фокусное расстояние и размер пятна
Фокусное расстояние и размер пятна лазерного луча также являются важными факторами в лазерной резке Керф. Фокусное расстояние определяет степень фокусировки лазерного луча на поверхности материала, чем больше фокусное расстояние, тем больше пятно; а размер пятна напрямую влияет на тепловое воздействие лазерного луча на область материала. Соответствующая регулировка фокусного расстояния и размера пятна может оптимизировать эффект резки и повысить эффективность обработки.
Подведите итоги
Оптимизация пропила в процессе лазерной резки включает в себя несколько уровней настройки. На уровне станка траектория движения лазера может быть смещена, чтобы резать немного дальше заданной линии, компенсируя удаление материала и сохраняя размеры исходного проекта. Дизайнеры также могут вручную корректировать проект, добавляя или вычитая ширину пропила из размеров деталей на чертеже, чтобы учесть пропил на чертеже. Кроме того, современное программное обеспечение для лазерной резки, например Lightburn, предлагает регулировку ширины пропила, которая позволяет пользователю установить ширину пропила в зависимости от материала, мощности и толщины. Эти программные настройки обеспечивают автоматическое создание точных траекторий резки в сочетании с заданными настройками пропила.
Влияние пропила лазерной резки на результаты обработки
Настройка параметров лазера
Мощность лазера, скорость резки и фокусное расстояние - основные параметры лазера, которые влияют на ширину пропила. Регулируя эти параметры, можно контролировать и оптимизировать ширину пропила. Для разных материалов требуются разные настройки параметров лазера. Наилучшее сочетание параметров лазера можно найти путем экспериментов и анализа данных.
Оптимизация вспомогательных газов
Вспомогательные газы играют роль в охлаждении, горении и обдуве в процессе лазерной резки. Оптимизация таких параметров, как тип, расход и давление вспомогательного газа, может повлиять на ширину пропила и качество резки. Правильный выбор вспомогательного газа и параметров позволяет повысить эффективность и точность резки, а также снизить отходы материала.
Обслуживание и уход за оборудованием
Производительность оборудования для лазерной резки оказывает значительное влияние на ширину пропила. Регулярное техническое обслуживание оборудования для обеспечения его оптимального рабочего состояния может повысить точность и эффективность резки. Техническое обслуживание включает в себя очистку линз, замену изнашивающихся деталей и калибровку оборудования.
Исследование новых материалов и процессов
С развитием материаловедения и технологических процессов продолжают появляться новые типы материалов и процессов. Изучение возможностей применения этих новых материалов и процессов в лазерной резке может способствовать дальнейшей оптимизации ширины пропила и результатов обработки. Например, использование более тонких материалов и разработка новых процессов резки могут уменьшить ширину пропила и повысить эффективность обработки.

Отраслевые тематические исследования
Лазерная резка пропила широко используется в автомобильном производстве, аэрокосмической промышленности, электронике и других областях. Например, в автомобильной промышленности оптимизация параметров лазерной резки позволяет уменьшить ширину пропила кузовных деталей и повысить эффективность использования материалов и обработки; в аэрокосмической отрасли изучение новых материалов и процессов позволяет повысить точность резки и снизить затраты.
Тенденция развития
С непрерывным развитием и инновациями лазерных технологий, технология лазерной резки развивается в направлении высокой точности, высокой эффективности и низкой стоимости. В будущем, с непрерывным развитием интеллектуального производства, технология лазерной резки станет более интеллектуальной и автоматизированной, что приведет к более точной и эффективной обработке. Однако в развитии технологии лазерной резки все еще существуют некоторые технические проблемы, например, как еще больше уменьшить ширину щели и повысить точность и эффективность резки. Тем не менее, эти проблемы также предоставляют возможности для развития технологии лазерной резки. Благодаря постоянным исследованиям и инновациям мы сможем преодолеть эти трудности и вывести технологию лазерной резки на новый уровень. Это послужит улучшению качества и повышению эффективности обработки, а также будет способствовать прогрессу и развитию всей обрабатывающей промышленности.
О нас
Durmapress специализируется на проектировании, производстве и продаже различного металлообрабатывающего оборудования, включая гибочные станки, ножницы, пуансоны, станки для лазерной резки и т. д. Компания была основана в 2000 году. Благодаря многолетнему опыту и накоплению технологий. DurmaPress стал одним из известных брендов металлообрабатывающего машиностроения Китая.

Свяжитесь с нами
Последние сообщения

-300x169.jpg)

Категории
Следуйте за нами
Еженедельное новое видео
Свяжитесь с нами для получения дополнительной информации
Если у вас есть какая-либо информация о нашей продукции, пожалуйста, свяжитесь с нами, и мы ответим вам в течение 24 часов.
