Вертикальный V-образный желобчатый станок

Общие сведения Характеристики
Почему стоит выбрать "Дурмапресс
Горизонтальная часть обрабатывается фрезой Рабетта на глубину 1/16" или больше в зависимости от радиуса бухты. Этот способ производства, хотя и более трудоемкий, позволяет полностью исключить отверстие в углу, а также скос задней части под углом 45 градусов в случае открытого бокового вида.
Вертикальный пазовальный станок использует в качестве элемента передачи мощности прецизионную шарико-винтовую пару и обладает высокой точностью обработки, что особенно важно для высокопроизводительных изделий.
Станок имеет трехкоординатное управление серводвигателем по осям X (продольное перемещение наконечника инструмента), Y (вверх-вниз), Z (вертикальное перемещение наконечника инструмента), реализует полностью автоматическое управление после ввода параметров и всесторонне улучшает точность строгания.
Система прессования использует гидравлическую систему в качестве источника питания, давление велико, а сила крепления надежна. При этом обеспечивается низкий уровень шума и низкое энергопотребление.
Задняя подвижная часть приводится в движение двойной шарико-винтовой передачей, благодаря чему достигается высокая точность позиционирования поверхности плиты.
Скользящий держатель инструмента изготовлен из чугуна, износостойкого и ремонтопригодного материала, срок службы которого гарантирован более десяти лет.
Компоненты
Стандартное оборудование:
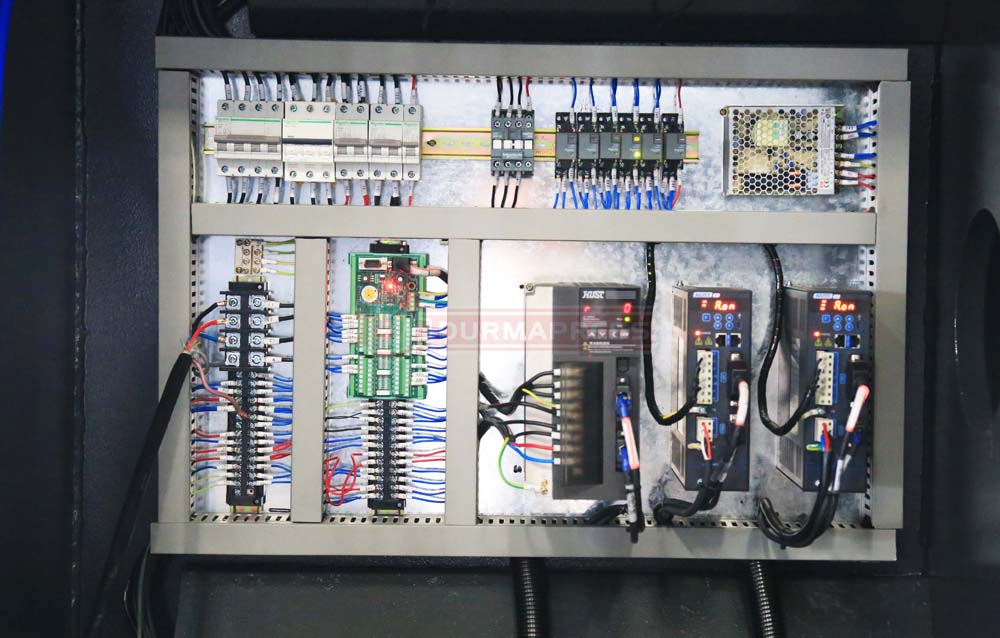
- Система ЧПУ - Тайвань Гидравлическая система - Тайвань
- Частотный преобразователь - Mitsubishi Серводвигатель - Mitsubishi
- Уплотнительное кольцо - VALQUA, Япония Двигатель - SEW
- Воздушный выключатель - Schneider Контактор - Schneider
- Выключатель и кнопка - Schneider Реле - Schneider
- Лезвия - KORLOY, Корея
- Линейная направляющая - HINWIN, Тайвань Провод - IGUS, Германия
- Сертифицированная машина CE
Дополнительные функции:
- Лезвия из различных материалов для резки низкоуглеродистой стали, латуни, алюминия и т.д.
Основные компоненты
Тайваньский контроллер Hust
- Сокращение времени обучения
- Избежать столкновения
- В любом осевом направлении может быть установлена решетчатая линейка
- Время реакции на ускорение / замедление : 0,5UС
- Высокоскоростное позиционирование главного вала
- С функцией втягивания
- Функция аварийной сигнализации и устранения неисправностей
- Функция прерывания ПЛК: фиксированное время сканирования 10 мс
- Управление по всем осям в разомкнутом контуре с функцией обратной связи
- Считывание и отображение крутящего момента серводвигателя
- Кривая управления ускорением и замедлением имеет вид
- превосходит другие виды нумерического контроля.
- С модулем ввода питания постоянного тока
- С внешним выходом SSR сингальная пластина
- Простота подключения, низкая стоимость проводки

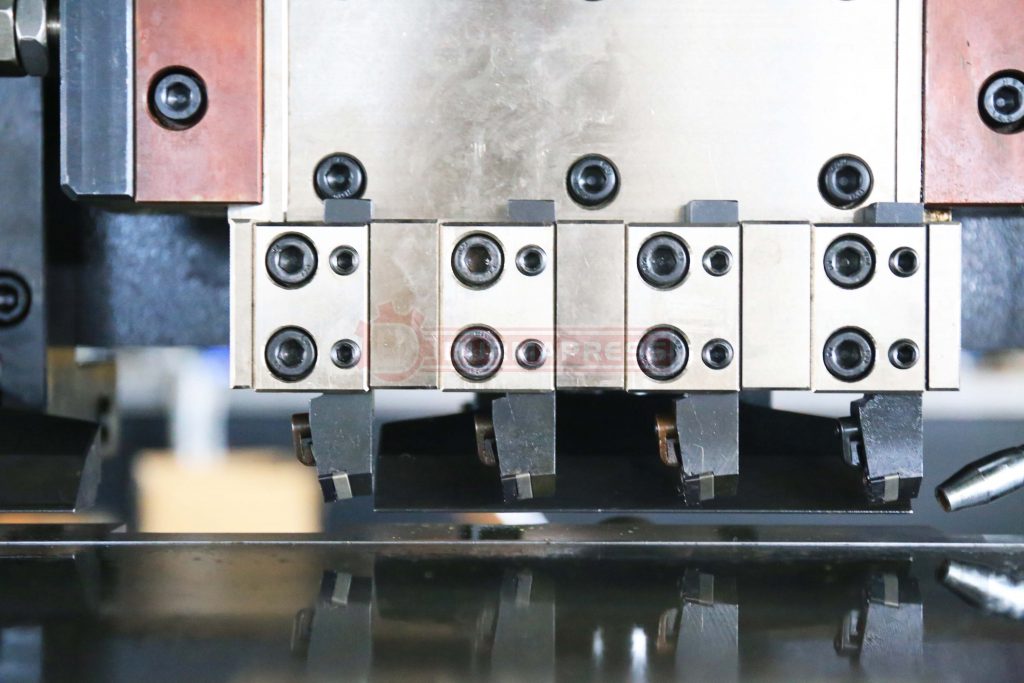
Лезвие 4 шт.
- Триста ножей из белой стали одновременно режут
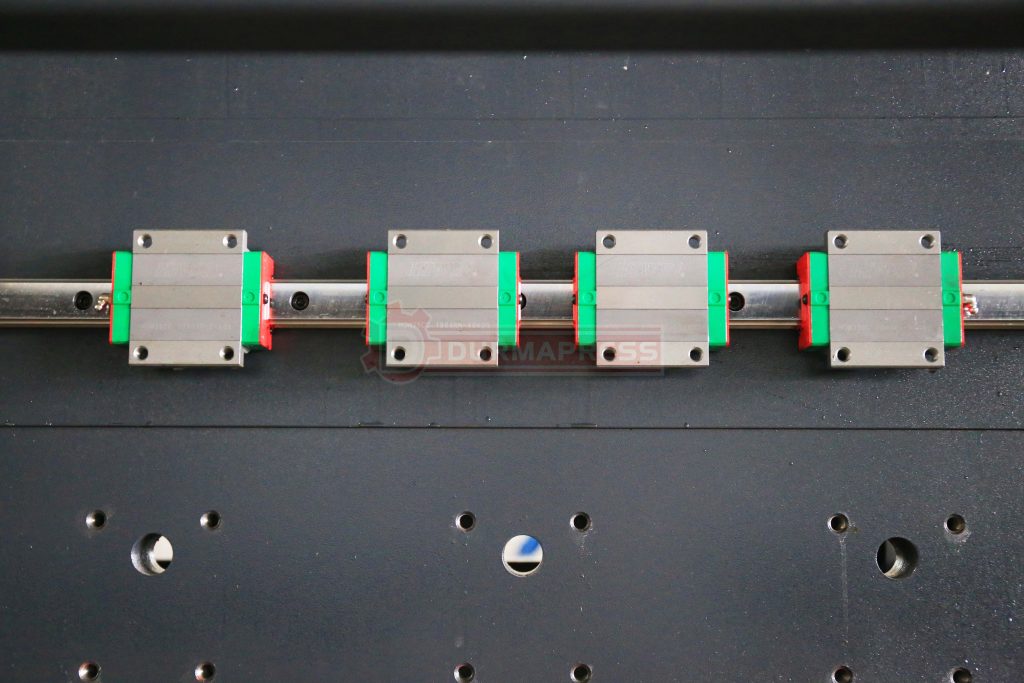
Тайвань HIWIN Linear
- Тайвань HIWIN Линейные направляющие рельсы и
- Шарико-винтовая пара
Защита от света
Фронтальная фотоэлектрическая защита

Видеоролик для ознакомления с продуктом
Видео о работе станка с ЧПУ с V-образными канавками
V-грунтование - метод, используемый для придания эстетичности самым разным изделиям, - позволяет создавать декоративные узоры на поверхности таких изделий, как стеклянные панели, картинные рамы и облицовка стен.
Обработка V-образных канавок используется, прежде всего, для облегчения сгибания или складывания различных материалов, создавая V-образный разрез или канал вдоль поверхности материала. Этот разрез вдоль линии сгиба выполняет роль шарнира, позволяя изделию достигать 90-градусных изгибов при относительно небольшом радиусе сгиба.
V-образное строгание часто применяется во многих областях, где традиционные методы гибки, такие как принудительная, свободная и трехточечная, нецелесообразны.
Галерея


Технические данные
| Нет | Содержание | Необходимый параметр | |||
|---|---|---|---|---|---|
| 1 | Модель | DMP1250-3200 | DMP1250-3200 | DMP1500-3200 | DMP1500-4000 |
| 2 | Толщина пластины | 0,4-6 мм | 0,4-6 мм | 0,4-6 мм | 0,4-6 мм |
| 3 | Длина пластины X Ширина | 1250x3200 мм | 1250x4000 мм | 1500x3200 мм | 1500x4000 мм |
| 4 | Скорость фрезерования | 5M-70M/мин | 5M-70M/мин | 5M-70M/мин | 5M-70M/мин |
| 5 | Скорость подачи | 0,5-20 М/мин | 0,5-20 М/мин | 0,5-20 М/мин | 0,5-20 М/мин |
| 6 | Минимальная единица установки по оси X | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| 7 | Точность позиционирования по оси X | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм |
| 8 | Минимальная единица установки по оси Y | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| 9 | Точность позиционирования по оси Y | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм | ±o.o5 мм |
| 10 | Минимальная единица установки по оси Z | 0,01 мм | 0,01 мм | 0,01 мм | 0,01 мм |
| 11 | Точность позиционирования по оси Z | ±o.o3 мм | ±o.o3 мм | ±o.o3 мм | ±o.o3 мм |
| 12 | Мощность двигателя оси X | 1,5 КВТ | 1,5 КВТ | 1,5 КВТ | 1,5 КВТ |
| 13 | Мощность двигателя по оси Y | 3 КВТ | 3 КВТ | 3 КВТ | 3 КВТ |
| 14 | Мощность двигателя оси Z | 0,4 КВТ | 0,4 КВТ | 0,4 КВТ | 0,4 КВТ |
| 15 | Плоскость верстака | ±o.o2 мм | ±o.o2 мм | ±o.o2 мм | ±o.o2 мм |
| 16 | Способ подачи | Обратное питание | Обратное питание | Обратное питание | Обратное питание |
| 17 | Верстак сменный или нет | Сменный | Сменный | Сменный | Сменный |
| 18 | Верстак закален или нет | Да | Да | Да | Да |
| 19 | Количество фрез | 3 ШТ. | 3 ШТ. | 3 ШТ. | 3 ШТ. |
| 20 | Макс. глубина для одноразового фрезерования | 1,0 мм | 1,0 мм | 1,0 мм | 1,0 мм |
| 21 | Макс. Глубина фрезерования | 3,0 мм | 3,0 мм | 3,0 мм | 3,0 мм |
| 22 | Охлаждающий распылитель | Иметь | Иметь | Иметь | Иметь |
| 23 | Контурная диафрагма | 5000*2500*2100 мм | 5800*2500*2100 мм | 5000*2750*2100 мм | 5800*2750*2100 мм |
| 24 | Вес | 9500KGS | 10500KGS | 10200KGS | 11200KGS |
