Ручной аппарат для сварки волоконным лазером

Общие сведения Характеристики
Почему стоит выбрать лазерный сварочный аппарат
- Гибкость: подходит для сварки изделий любой формы
- Высокая эффективность: скорость сварки в 2-10 раз выше, чем при традиционной обработке
- Скорость :совместимость с широким спектром моделей и короткое время переналадки
- Высокое качество сварки: отсутствие деформации, отсутствие сварочных шрамов и высокая прочность
- Поверхность сварочного шва гладкая и красивая, не требует дополнительной шлифовки, экономит время и затраты Модульная компактная конструкция с меньшим пространством для размещения, красива и проста в обслуживании и вводе в эксплуатацию; Простота эксплуатации: оператор быстро приступит к работе даже без какого-либо опыта.

Wobble-3 = сварочный аппарат непрерывного действия (CW)
В случае использования CW-лазера лазерный луч остается включенным до момента выключения. Для точечной сварки отдельного шва или шва выходной сигнал лазера может быть модулирован - это означает, что лазер включается и выключается быстро (импульсный режим). Пиковая мощность CW-лазера равна его максимальной средней мощности, поэтому размер сфокусированного пятна обычно не превышает 100 мкм. CW-лазеры обычно хорошо подходят для общей сварки швов глубиной до 3~4 мм для 1000-ваттного лазера, высокоскоростной сварки швов одинаковых и разнородных материалов, а также для получения точечных сварных швов диаметром менее 100 мкм без применения функции вибрирования.
Ширина импульса (лазерная сварка)
Когда лазер работает в импульсном режиме, длительность импульса называется ширина импульса. Во многих технологических процессах ширина импульса используется для настройки процесса, в отличие от пиковой мощности, которая является грубой настройкой процесса.
При сварке обычно используются миллисекунды, при резке - микросекунды, а при маркировке и микрообработке - наносекунды.
Лазерная сварка может быть разделена на следующие процессы:
Теплопроводная сварка и сварка с глубоким проплавлением (Keyhole)
Теплопроводная сварка это метод лазерной сварки, при котором используется лазерный луч малой мощности. Благодаря этому глубина проплавления составляет не более 1-2 мм. Благодаря возможности работы в относительно широком диапазоне мощностей теплопроводная сварка может быть настроена на идеальный уровень мощности, а малая глубина проплавления позволяет сваривать материалы, подверженные тепловому воздействию, в оптимальных условиях.
Этот вид сварки используется для стыковых, нахлесточных и других соединений тонких листов, а также для сварки герметичных и других уплотнений. Теплопроводная сварка также подходит для летучих сплавов, таких как магний и цинк, для которых сварка методом шпонки (глубокого проплавления) не подходит.
Сварка шпуров (сварка с глубоким проплавлением) использует лазерный луч высокой мощности для высокоскоростной сварки. Узкое и глубокое проплавление позволяет равномерно сваривать внутренние структуры. Поскольку зона термического влияния очень мала, деформация основного материала под воздействием тепла от сварки сводится к минимуму.
Этот метод подходит для работ, требующих глубокого проплавления, или при сварке нескольких базовых материалов, уложенных друг на друга (в том числе для баттов, углов, Ts, нахлестов и фланцевых соединений).
Выберите ручной аппарат для сварки волоконным лазером Durmapress Сварка без проблем!
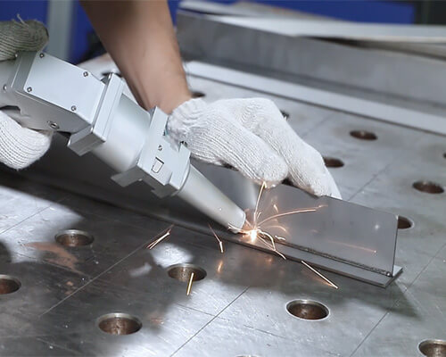
Малые габариты, гибкость и удобство
Интегрированная конструкция, лазер, водяной охладитель и часть управления интегрированы вместе, занимая меньшую площадь, низкие требования к площадке; ручная сварочная горелка, передающее волокно может быть оснащено 5 м, 8 м, 10 м, преодолевая ограничения рабочего стола, может достигать более широкого диапазона сварки, подходит для всех видов сложных сварочных швов, может сваривать любую часть заготовки и под нужным углом.

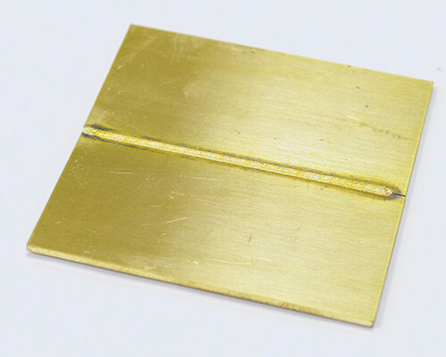
Хорошее качество сварки и прочный сварочный шов
Постоянный режим работы лазера, гладкий сварочный шов, отсутствие "рыбьей чешуи", прочный и крепкий сварочный шов; малая зона термического влияния, небольшие пожелтения и почернения с обеих сторон сварочного шва, малая общая деформация заготовки; малая высота ворса сварочного шва, отсутствие необходимости вторичной шлифовки.
Низкая стоимость эксплуатации и обслуживания
Эффективность электрооптического преобразования достигает 30% и более, что в 10 раз выше, чем у твердотельного YAG-лазера (3%), а стабильность мощности составляет ±0,5%; Отсутствие оптической линзы в резонансной полости, а срок службы источника накачки составляет более 100 000 часов, что практически не требует обслуживания; Отсутствие необходимости добавления сварочной проволоки во время сварки, отсутствие дополнительных затрат на расходные материалы.
Сварочный пистолет
Присадочная сварка или сварка с отложением:
Материал добавляется в сварное соединение обычно в виде металлической проволоки или порошка.
Этот метод также называют лазерной наплавкой или прямым осаждением металла. Сварка предполагает использование присадочного материала, при этом поверхности присадочного материала и основного материала расплавляются, образуя металлургическую связь. В качестве присадочного материала обычно используется проволока или металлический порошок. Этот метод может быть как автоматическим, так и ручным в зависимости от условий применения. Лазерная сварка наплавкой может применяться не только для соединения, но и для устранения дефектов поверхности шва, для изготовления деталей сетчатой формы путем формирования сварных шариков, а также для обработки металлических поверхностей.

Видеоролик для ознакомления с продуктом
Работа сварочного аппарата волоконного лазера
При сварке волоконным лазером можно изменять выходную мощность и форму колебаний лазерного луча. Волоконная лазерная сварка также очень хорошо подходит для сварка материалов с высокой температурой плавления или с высокой теплопроводностью, что обеспечивает очень низкий тепловой эффект при сварке. Коэффициент преобразования энергии очень высок, и все это делает волоконный лазер весьма адаптированным к различным областям применения для использования в различных сварочно-сборочных процессах.
Галерея
-

- Водяной чиллер
-
- Лазерный источник JPT

-
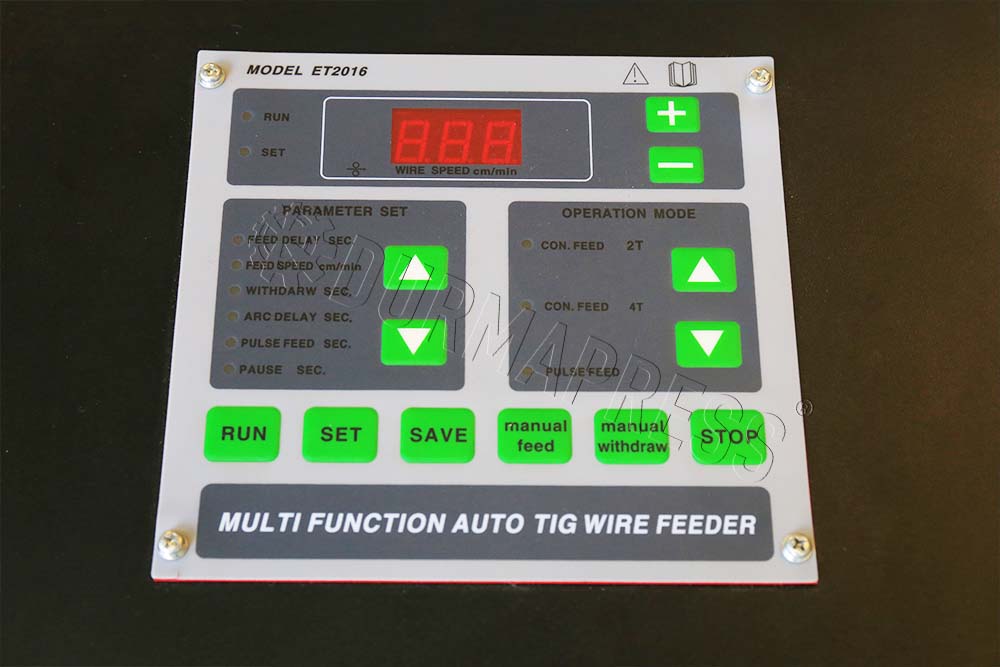
- Контроллер ПЛК
Технические данные
| Параметры лазерной сварки : Скорость сварки в мм/с Но сварка - ширина шва>0,3 мм - длина фокуса: 75~150 мм | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Мощность лазера | Материал | толщина материала | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 3,0 мм | 3,0 мм | ||||||||
| 500W | Нержавеющая сталь | мм/с | 50~55 | 30~35 | 15~20 | |||||||||||
| Углеродистая сталь | мм/с | 50~55 | 25~30 | 10~15 | ||||||||||||
| Титановый сплав | мм/с | 60~70 | 30~35 | 20~25 | 15~20 | |||||||||||
| Латунь/медь | мм/с | 25~30 | ||||||||||||||
| 1000W | Нержавеющая сталь | мм/с | 65~70 | 50~60 | 45~50 | 30~40 | 15~20 | |||||||||
| Углеродистая сталь | мм/с | 65~70 | 45~50 | 40~50 | 30~40 | 15~20 | ||||||||||
| Титановый сплав | мм/с | 70~80 | 50~60 | 45~55 | 40~50 | 30~40 | ||||||||||
| Латунь/медь | мм/с | 50~60 | 40~50 | 30~40 | 25~35 | |||||||||||
| ALU 1~3 | мм/с | 40~55 | 30~45 | 10~20 | ||||||||||||
| ALU 4~7 | мм/с | 40~55 | 30~45 | 20~30 | ||||||||||||
| 1500W | Нержавеющая сталь | мм/с | / | 65~70 | 50~55 | 45~45 | 35~40 | 15~20 | ||||||||
| Углеродистая сталь | мм/с | / | 65~70 | 45~50 | 35~40 | 20~25 | ||||||||||
| Титановый сплав | мм/с | 90~100 | 70~80 | 60~70 | 50~65 | 45~55 | ||||||||||
| Латунь/медь | мм/с | 80~95 | 60~75 | 50~65 | 45~50 | |||||||||||
| ALU 1~3 | мм/с | 80~100 | 60~70 | 40~50 | 25~35 | |||||||||||
| ALU 4~7 | мм/с | 80~100 | 60~70 | 50~65 | 30~40 | |||||||||||
