-300x169.jpg)
Анализ современного состояния технологии гибки в листовой промышленности
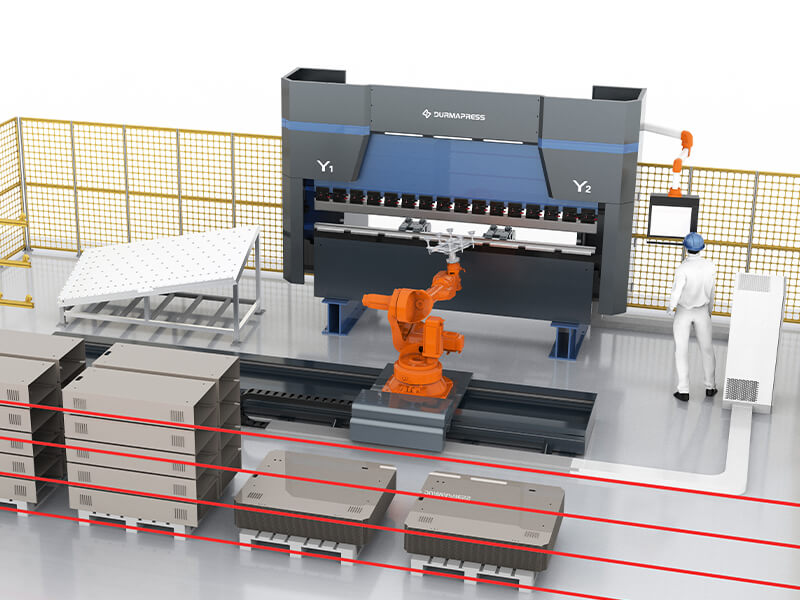
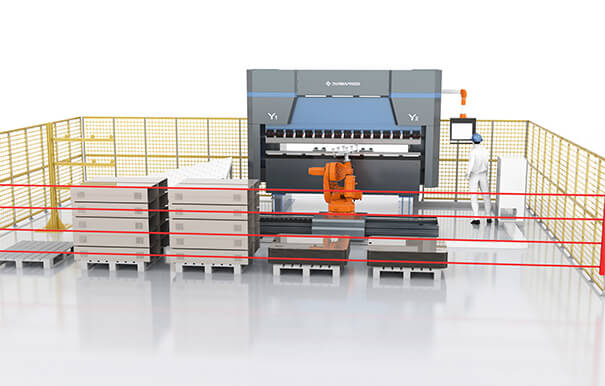
В настоящее время интеллектуальные и гибкие технологии обработки стали целью и желанием производителей листового металла высокого класса. Поэтому роботизированный гибочный агрегат появился в этой рыночной среде.В индустрии листового металла большинство компаний все еще занимаются традиционными процессами гибки. В процессе производства, из-за разнообразия, спецификаций и небольших партий продукции, для завершения гибки заготовок по-прежнему требуется несколько гибочных станков и большое количество квалифицированных и опытных операторов по гибке листового металла. Однако в реальной работе возникают следующие проблемы: Во-первых, из-за длительного рабочего времени операторов, выносливость не является непрерывной, что приводит к непоследовательным положениям высоты заготовок, размещаемых каждый раз; во-вторых, операторы не будут работать стабильно, как роботы, поэтому на гибочные заготовки влияет ручной труд, а размер и точность гибки не могут быть гарантированы, что приводит к низкому качеству готовой продукции; В-третьих, при работе с большими заготовками, как правило, требуется 3-4 оператора для завершения обработки и работы, а трудности с наймом работников и высокие затраты являются трудностями для предприятий; в-четвертых, безопасность работы оператора низкая, и существуют большие риски безопасности при подъеме заготовки для работы, что чревато несчастными случаями на производстве.
В настоящее время, несмотря на то, что производство и точность гибочных станков для листового металла значительно улучшились по сравнению с прошлым, все еще существует большой разрыв с современными требованиями к интеллектуальному производству. Что касается "интеллектуального производства, персонализированной настройки, расширения услуг и сетевого сотрудничества", то оно по-прежнему требует совместных инноваций и развития подсекторов производства листового оборудования и потребителей. Подобные инновации, продвижение разработок и их применение - это еще одно улучшение и освобождение производительности.
Проблемы, которые необходимо решить при традиционной гибке в листовой промышленности
Традиционная гибка в листовой промышленности требует решения следующих проблем: (1) Она не может обеспечить многообразие сортов, небольшие партии и быстрое переключение; (2) Точность гибки высокоточных заготовок в листовой промышленности низка, а качество нестабильно; (3) Операторов листогибов мало, а интенсивность труда рабочих высока; (4) Затраты на персонал, угрозы безопасности, планировка процесса и управление операциями.
Technical features of robot bending cell
1.Дизайн и разработка
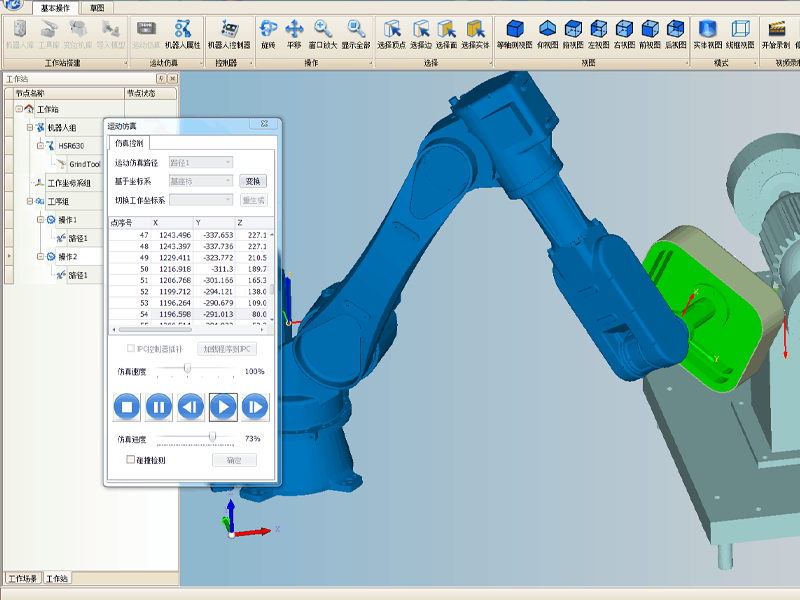
При проектировании и разработке основное внимание уделяется характеристикам индивидуальных потребностей пользователя и настройке, принимая потребности и цели клиента в качестве приоритета, и проводя подробный технический обмен с клиентами при формулировании каждого технического решения; во-вторых, проведение анализа компьютерного моделирования на чертежах обработки заготовок, предоставленных клиентами; в-третьих, проведение пробных испытаний на месте на типичных заготовках клиентов; в-четвертых, проведение классификационного анализа и обработка данных на заготовках клиентов. После подтверждения завершения вышеуказанных процедур будет сформулировано техническое решение, а после утверждения технического решения и чертежей решения заказчиком будет проведено комплексное проектирование. Конструкция роботизированного гибочного устройства направлена на использование новейших технологий для реализации концепции интеллектуальных продуктов, чтобы осуществлять обмен данными в режиме реального времени, компенсацию в режиме реального времени и отслеживание гибки в процессе производства. Основные решенные проблемы и полученные эффекты таковы: (1) Решены технологические трудности производства листового металла по индивидуальным заказам, а также решена проблема быстрого переключения производства многопродуктовых, мелкосерийных и многовариантных деталей в лифтовой промышленности. (2) Решены проблемы нестабильного качества продукции, низкой точности деталей и плохой согласованности продукции. (3) Решены проблемы низкой эффективности производства, нерациональной планировки производства и технологического маршрута. (4) Решены проблемы, связанные с трудностями найма рабочих, высокими трудозатратами и высокой трудоемкостью ручной гибки. (5) Повысили точность гибки и уровень автоматизации, улучшили интеллектуальные производственные возможности компании и улучшили визуальный эффект при посещении клиентов.
2.Уникальная структура стойки
Традиционные гибочные станки обычно используют сварные рамы, включающие левую и правую колонны, нижнюю поперечную балку (рабочий стол), масляный бак и опорные квадратные балки, которые принимают цельную сварную структуру. Его структурные особенности: (1) отсутствие сварочных деформаций; (2) повышение точности сборки станка; (3) увеличение срока службы станка; (4) значительное повышение точности гидравлической компенсации.
3.Сенсорная технология
Для обеспечения высокоточной гибки листового металла на верхней балке (ползуне) и нижней балке (верстаке) гибочного станка установлены датчики. В рабочем состоянии деформация верхней и нижней балок передается в систему ЧПУ (ПК) в режиме реального времени и с высокой точностью. После расчета и сравнения система ЧПУ выдает соответствующее значение компенсации для привода компенсационного цилиндра для динамической компенсации с целью получения удовлетворительной точности детали.
Технология лазерного измерения углов
В системе измерения угла AMS используется лазерная система измерения угла в режиме онлайн с замкнутым циклом. Во время автоматического процесса гибки робота автоматическое приложение AMS и автоматическая система измерения угла со встроенным лазерным устройством измерения угла работают вместе с системой G-CS для обеспечения точности угла гибки. Основными особенностями системы являются: (1) Угол гибки после отскока заготовки определяется лазером в режиме онлайн; (2) Система определения силы автоматически рассчитывает величину отскока при гибке; (3) Глубина заготовки может быть автоматически отрегулирована в соответствии с шириной нижней матрицы; (4) Замкнутая система лазерного измерения угла в режиме онлайн гарантирует, что коэффициент выхода гибки достигает более 99,5%.

Робот автоматически меняет захват и пресс-форму
Автоматический захват и смена штампов с помощью роботов - это полностью интеллектуальный и автоматизированный метод работы в области производства листового металла. Этот метод состоит из программного обеспечения для автоматической смены штампов, роботов и библиотеки штампов. Если выбрана система автоматической смены штампа, то прецизионный гибочный центр может автоматически и в произвольном порядке сгибать небольшие партии различных изделий. Благодаря функции автоматической смены штампов штамп в гибочном станке больше не является ограничивающим фактором, и детали могут обрабатываться без участия оператора на протяжении всего процесса. Захват робота-автомата очень быстро меняет штамп и в любой момент готов к гибке следующей партии деталей.
1.Программное обеспечение для автоматической смены пресс-форм
Основными особенностями программного обеспечения для автоматической смены пресс-форм являются: (1) Через прилагаемый графический интерфейс пользователь может сразу увидеть текущее состояние всей системы; в правой части интерфейса есть графическое представление состояния пресс-формы, которое разделяет текущее положение этих пресс-форм. (2) Весь интерфейс включает в себя область верхней гибочной формы, область нижней гибочной формы и библиотеку форм; отображение формы соответствует размеру самой формы и положению зажатой рабочей станции. (3) Верхняя и нижняя пресс-формы различаются по цветам; в верхней левой части интерфейса находится подробное описание пресс-формы, установленной на гибочном станке. Две части: первая - описание верхней пресс-формы, вторая - описание нижней пресс-формы, описание зажатой пресс-формы по идентификационному коду и текущему положению.
2.Особенности управления
Нажмите на иконки управления пресс-формой, управления изделием, управления библиотекой пресс-форм, управления настройками пресс-формы и т. д., и появится соответствующее окно для установки или управления соответствующими задачами. Нажмите на иконку настроек, чтобы открыть окно настроек управления. Примечание: Если используется роботизированная система автоматической смены пресс-форм, пресс-форма оснащается специальным интерфейсом смены пресс-форм и специальной библиотекой пресс-форм.
Технология последовательной гибки с ЧПУ
Технология последовательной гибки с ЧПУ представляет собой высокоточную систему управления гибкой, подходящую для обработки заготовок с допусками на форму и положение. Устройство состоит из двух комплектов фронтальных толкающих систем с ЧПУ с направляющими. Перемещение передается и возвращается датчиками. Вся операция контролируется системой ЧПУ. Ось управления состоит из X3\X4 и Z3\Z4. Благодаря конфигурации переднего толкателя с ЧПУ со смещением и заднего блока для гибки, даже если размер заготовки достигает ±1 мм, можно легко гарантировать, что размер ключа находится в пределах контролируемой погрешности, тем самым повышая точность и эффективность деталей.
Программное обеспечение и управление
В роботизированной гибочной установке применяется программное обеспечение для параметрического программирования, автономное программное обеспечение и программное обеспечение для управления производством. В то же время разработаны технологии последующей гибки, автоматической смены пресс-формы, автоматической смены захвата, гибкой укладки, компенсации в реальном времени, поиска края листа, технологии гибкого переворота и технологии управления шиной. Это может в значительной степени удовлетворить технические и программные требования к гибке листового металла для различных клиентов. С повышением общего уровня машиностроения в Китае, в отрасли производства листового металла появятся новые требования к производственному оборудованию. В конечном итоге, оборудование, которое может решить проблемы пользователей, будет пользоваться их предпочтением.
О нас
Durmapress специализируется на проектировании, производстве и продаже различного металлообрабатывающего оборудования, включая гибочные станки, ножницы, пуансоны, станки для лазерной резки и т. д. Компания была основана в 2000 году. Благодаря многолетнему опыту и накоплению технологий. DurmaPress стал одним из известных брендов металлообрабатывающего машиностроения Китая.
Свяжитесь с нами
Последние сообщения


-300x169.jpg)
Категории
Следуйте за нами
Еженедельное новое видео
Свяжитесь с нами для получения дополнительной информации
Если у вас есть какая-либо информация о нашей продукции, пожалуйста, свяжитесь с нами, и мы ответим вам в течение 24 часов.
