
Факторы, влияющие на точность гибки
1.Факторы плесени
Форма является основным фактором, влияющим на точность гибки. Пресс-форма - это основной инструмент для гибки заготовки. Форма и размер согнутой детали в основном зависят от точности размеров рабочей части пресс-формы. Чем выше точность изготовления пресс-формы, тем точнее сборка, и тем выше точность размеров получаемой заготовки. Кроме того, надежность и стабильность устройства позиционирования пресс-формы также оказывают большое влияние на размерную точность заготовки. Если позиционирование пресс-формы неточное или нестабильное, это может привести к отклонению размеров заготовки, что, в свою очередь, влияет на общую точность. Деформация, повреждение, износ и другие явления пресс-формы влияют на все аспекты гибочного формообразования. Различные сердечники верхней и нижней пресс-форм также приводят к отклонениям в размерах гиба. После перемещения заднего калибра влево и вправо изменяется относительное расстояние от нижней пресс-формы. Наконец, на одном конце гибочной машины, то есть при обработке с односторонней нагрузкой, давление гибки будет нарушено, и это также вредно для станка.
2.Факторы пластины и заготовки
Нельзя игнорировать влияние материалов на точность гнутых деталей. Во-первых, механические свойства материалов распределены неравномерно. Для заготовок, согнутых из одного и того же листового материала, форма и размер деталей будут отличаться из-за разных значений напряжения и отскока, что приведет к определенным отклонениям в размерах. Во-вторых, неравномерная толщина материала также влияет на точность гибки. Даже если для гибки используется одна и та же гибочная форма, размер и форма заготовок, полученных из материалов разной толщины, будут отличаться. Толстые материалы обладают большим сопротивлением и меньшим отскоком при гибке, в то время как тонкие материалы имеют больший отскок, неточные формы и размеры, а также склонны к короблению и скручиванию. Неравномерные нагрузки чаще всего вызывают прогиб станка. Например, рабочая длина гибочного станка составляет 3200 мм, а тоннаж масляных цилиндров, распределенных по левой и правой сторонам, - 100 т. При наличии нагрузки верхний и нижний ползуны изгибаются и деформируются, тем самым уменьшая фактическое перемещение ползуна в средней части, в результате чего заготовка имеет непостоянные углы по всему направлению длины, а средний угол больше, чем два крайних, что напрямую влияет на точность размеров заготовки. Различные сорта материалов имеют разную степень отклонения по толщине и твердости. Существуют также различия в толщине заготовок разных производителей. Если заусенец на позиционирующей кромке материала очень большой или имеются крупные швы, а также расширение торца материала, вызванное формовочной обработкой, повлияет на точность размера гиба. Или когда лист прокатывается, он отскакивает из-за неравномерного усилия, что приводит к ошибкам в точности. Кроме того, при изменении локальной температуры материала также возникают погрешности. Деформация материала при изгибе - это переход от упругой деформации к пластической. Угол отскока механических свойств материала пропорционален пределу текучести материала и обратно пропорционален модулю упругости. Метод свободного изгиба имеет наибольшую величину отскока, коррекционный изгиб имеет наименьшую величину отскока, а изгиб с нижним прессованием находится между ними; величина отскока при изгибе листового металла уменьшается с увеличением толщины листа. Во время гибки с зазором, из-за изменения напряжения при изгибе, лист будет создавать наибольшее напряжение при изгибе с отскоком, возникающее на внешней поверхности согнутой части материала. Чтобы получить удовлетворительный угол изгиба, необходимо реализовать "избыточный изгиб", но при реальном изгибе изгиб в различных направлениях может происходить одновременно, что приводит к различным величинам отскока каждой части, вызывая непостоянную точность угла изгиба.
3.Процесс и работа процесса
Процесс и технологическая операция также оказывают важное влияние на точность гибки. При увеличении количества процессов гибки заготовки суммарная погрешность, вызванная отклонением каждого процесса, будет возрастать. Кроме того, различный порядок выполнения процессов до и после также оказывает большое влияние на точность. Что касается технологического процесса, то установка, настройка и квалификация гибочного штампа оказывают непосредственное влияние на точность заготовки. Если установка неточна, это не только снизит качество заготовки, но и приведет к отходам. В то же время точность подачи и позиционирования заготовки во время работы также влияет на точность формы и размера заготовки.
Решения
1.точность и обслуживание пресс-форм
Прежде всего, пресс-форму необходимо постоянно обслуживать. Постоянное базовое обслуживание пресс-формы должно осуществляться тщательно, терпеливо и шаг за шагом. Не выполняйте его вслепую. При ремонте пресс-формы из-за неисправности необходимо приложить ленту материала, чтобы облегчить поиск проблемы. Откройте пресс-форму, проверьте состояние пресс-формы по материальной ленте, подтвердите причину неисправности, выясните проблему, а затем очистите пресс-форму перед ее демонтажем. При демонтаже пресс-формы усилие должно быть равномерным. В конструкции пресс-формы, где разгрузочная пружина находится между неподвижной плитой и разгрузочной плитой, а разгрузочная пружина непосредственно прилегает к внутренней направляющей колонне, необходимо демонтировать разгрузочную плиту, чтобы обеспечить балансировку и выталкивание разгрузочной плиты. Наклон разгрузочной плиты может привести к поломке верхней формы в пресс-форме. Во-вторых, верхняя и нижняя пресс-формы должны хорошо обслуживаться. При демонтаже верхней и нижней пресс-форм обратите внимание на исходное состояние пресс-формы, чтобы было удобно восстановить его при последующей установке пресс-формы. Если есть прокладка или смещение, толщину прокладки следует выгравировать на детали и записать. При замене верхней пресс-формы попробуйте вставить разгрузочный блок, чтобы убедиться, что нижняя пресс-форма гладкая, и попробуйте вставить зазор с нижней пресс-формой, чтобы убедиться, что он равномерный. При замене нижней пресс-формы попробуйте вставить зазор с пуансоном, чтобы убедиться в его равномерности. После ремонта и шлифовки верхнего штампа он становится короче и требует подбивки, чтобы достичь требуемой длины. Проверьте, достаточна ли эффективная длина верхнего штампа. При замене сломанного верхнего штампа выясните причину и проверьте, есть ли у соответствующего нижнего штампа сломанные края и нужно ли их шлифовать. При сборке верхнего штампа проверьте, достаточно ли зазора между верхним штампом и неподвижным блоком или неподвижной пластиной. Если имеется прижимной блок, проверьте, есть ли запас хода. При сборке нижнего штампа установите его горизонтально, затем положите плоский железный блок на поверхность нижнего штампа и постучите по нему медным стержнем. Не устанавливайте его наклонно и с усилием. Дно нижнего штампа должно быть скошено. После установки проверьте, выровнена ли поверхность нижней матрицы с поверхностью штампа. После сборки верхнего штампа, нижнего штампа и сердцевины штампа проверьте ленту материала на предмет неправильной или обратной установки деталей, проверьте, установлены ли нижний штамп и нижняя площадка штампа в обратном порядке, не заблокировано ли отверстие для заглушки, не нужно ли украсть новые детали, достаточно ли украденных материалов и заблокированы ли детали, которые нужно заблокировать. Уделите внимание проверке фиксации винтов зачистной пластины. При блокировке затягивайте винты изнутри наружу, а перекрестную блокировку выполняйте со сбалансированным усилием. Не затягивайте сначала один винт, а затем другой, чтобы избежать перекоса зачистной плиты, что может привести к поломке верхней формы или снижению точности формы. Наконец, необходимо отрегулировать зазор пресс-формы. Отверстие для позиционирования сердечника изнашивается из-за частой сборки сердечника, что приводит к большому зазору после сборки (ослабление после сборки) или неравномерному зазору (отклонение позиционирования), что приводит к ухудшению формы поперечного сечения после штамповки, верхняя форма легко ломается, и образуются заусенцы. Соответствующая регулировка зазора может быть выполнена путем проверки состояния поперечного сечения после штамповки. Когда зазор мал, сечение получается небольшим. При большом зазоре поперечное сечение большое, а заусенцы большие. Разумный зазор достигается путем смещения. После регулировки необходимо сделать соответствующие записи, также можно сделать отметки на нижней кромке пресс-формы для последующего обслуживания. При ежедневном производстве следует уделять внимание сбору и сохранению полос исходного материала, когда пресс-форма находится в наилучшем состоянии. Если последующее производство идет неровно или пресс-форма изменяется, ее можно использовать в качестве эталона для обслуживания пресс-формы. Кроме того, необходимо проверять и обслуживать вспомогательные системы, например, изношен ли выталкивающий штифт, может ли он выталкивать материал, изношены ли направляющие штифты и втулки.
2.Машины и плиты
Выбирайте металлические листы с одинаковыми механическими свойствами, чтобы уменьшить погрешность точности гибки, вызванную неравномерностью материалов. Убедитесь в точности прямолинейности базовой поверхности листа и однородности напряжения металлического листа, чтобы избежать отклонения размеров, вызванного различными значениями напряжения и пружинящего отката. Проверьте толщину листа. Толщина материала может напрямую влиять на коэффициент гибки и, следовательно, на точность гибки. Поскольку во время гибки заготовка недостаточно параллельна нижнему штампу, после прижатия верхнего штампа заготовка отскочит, что повлияет на размер гиба. Свойства и толщина материала влияют на угол гибки, поэтому каждая заготовка должна быть проверена в первую очередь, а выборочный контроль должен быть усилен при гибке. Вы можете закупать продукцию на крупных сталелитейных заводах и усилить контроль толщины. Попробуйте использовать одну и ту же партию стальных листов для изготовления изделий из листового металла и проверьте коэффициент гибки с помощью одной и той же партии стальных листов.
3.Управление процессом
Гибка с зазором является важной частью обработки гибочных деталей. При выполнении гибки с зазором весь процесс обработки сводится к использованию зазора между верхним и нижним штампами для достижения приостановки обработки. Нижний штамп не будет находиться в контакте, поэтому следует максимально избегать позиционирования и обработки в нижней части хода. В то же время глубина открытия верхнего штампа, входящего в нижний штамп, должна быть разумно отрегулирована для получения требуемого угла изгиба. Таким образом, используя этот метод чрезмерной гибки, можно получить различные углы раскрытия штампа, которые превышают фактический угол раскрытия нижнего штампа. Технологические меры по повышению точности гибки методом гибки с зазором позволяют преодолеть погрешность точности, вызванную неровностью материалов во время гибки. При выборе угла открытия нижнего штампа следует выбирать ширину нижнего штампа, которая может соответствовать требованиям к обработке сгибаемой детали. Если отверстие нижнего штампа слишком широкое, внутренний радиус изгиба обрабатываемой заготовки будет слишком большим, давление уменьшится, а отскок увеличится. Если ширина отверстия слишком мала, давление будет слишком высоким, а нагрузка - слишком большой. Поэтому для заготовок общего назначения следует выбирать материал с внутренним радиусом изгиба, эквивалентным толщине материала, чтобы контролировать ширину раскрытия нижнего штампа через них. Уменьшение изгибной деформации самого станка. Уменьшение степени прогиба самого станка - простой способ повысить точность гибки заготовок. Основополагающей отправной точкой является обеспечение согласованности деформации верхнего и нижнего ползунов. Такая согласованность гарантирует, что заготовка получит хороший постоянный угол по всей длине. Технологическая мера для достижения этой цели заключается в установке наклонной клиновой конструкции над верхним штампом для компенсации погрешности отклонения, вызванной верхним блоком штампа станка. Механизм подпружинивания может полностью использовать закон подпружинивания. Когда заготовка близка к чистому изгибу, верхняя пластина штампа нажимается путем регулировки хода, чтобы отрегулировать силу изгиба. В то же время, в сочетании с изменением соответствующего угла штампа и размера технологической галтели, форма гибочного штампа соответствующим образом изменяется, чтобы получить подходящий угол и разумную глубину гибки.
4.Человеческий контроль
В современном листогибочном производстве, даже при наличии автоматизированного оборудования, некоторые заводы не решают оснастить его роботами, машинами сопровождения и другим автоматизированным оборудованием из-за недостатка средств, а продолжают использовать ручное производство. Мастер гибки полагается на опыт, и один дюйм больше или один меньше приведет к неточному позиционированию. В это время особенно важна система постпозиционирования.Опыт и техника оператора влияют на точность гибки. Рабочий надавливает на материал слишком сильно или слишком слабо, в результате чего образуются зазоры в позиционировании или листогиб, что влияет на точность размеров гиба; скорость гибки рабочего не синхронизирована со скоростью станка, что приводит к слишком большому или слишком маленькому углу гиба. Поэтому работники, выполняющие гибку, должны быть квалифицированными и опытными и не должны часто менять операции. Персонал, занимающийся обработкой листового металла, должен знать принцип разворачивания листового металла и уметь точно определять коэффициент гибки на основе теории и практики. Для повышения квалификации работников, снижения вероятности ошибок, вызванных неправильной работой, и укрепления правильных рабочих процедур и методов настройки операторов для снижения человеческих ошибок необходимо регулярно проводить учебные мероприятия.
Рекомендация: DURMAPRESS LaserCheck для листогибочного пресса
На точность гибки влияет множество факторов, включая пресс-формы, плиты и заготовки, процессы и технологические операции, человеческие ошибки и т.д. Для того чтобы повысить точность гибки, необходимо начать с этих аспектов и принять соответствующие меры по их контролю. Только таким образом можно обеспечить общее улучшение качества гибки и удовлетворить потребности производства продукции. Существует множество факторов, влияющих на точность гибки, включая пресс-формы, листы и заготовки, процессы и технологические операции, человеческие ошибки и т.д. Для того чтобы повысить точность гибки, необходимо начать с этих аспектов и принять соответствующие меры по их контролю. Только таким образом можно обеспечить общее повышение качества гибки и удовлетворить потребности производства продукции.
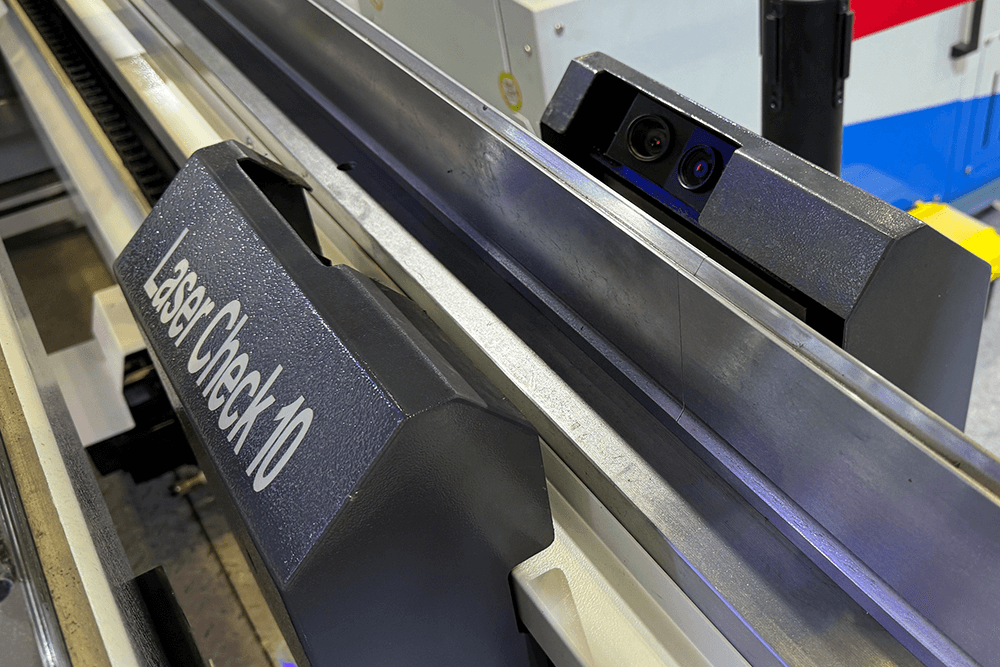
1.DURMAPRESS LaserCheck для листогибочного пресса
Теперь мы рекомендуем продукт компании DURMAPRESS: Lasercheck для листогибочного пресса. Он может определять характеристики различных листов в середине прижима ползуна, поддерживать связь в реальном времени с системой ЧПУ, рассчитывать и контролировать точное положение нижней мертвой точки ползуна и регулировать его с помощью системы ЧПУ Y1, Y2 и системы компенсации прогиба, чтобы обеспечить заданный идеальный эффект при первой гибке, а точность гибки можно улучшить очень плавно! Производство деталей из листового металла с точными углами гибки, которые всегда поддерживаются постоянными, часто сталкивается с проблемой в процессе производства: различные параметры толщины материала и напряжения.Чтобы решить эту проблему и обеспечить безопасное использование материалов низкого качества, это разработала мощное решение для измерения углов гибки в листогибочных прессах: LaserCheck.
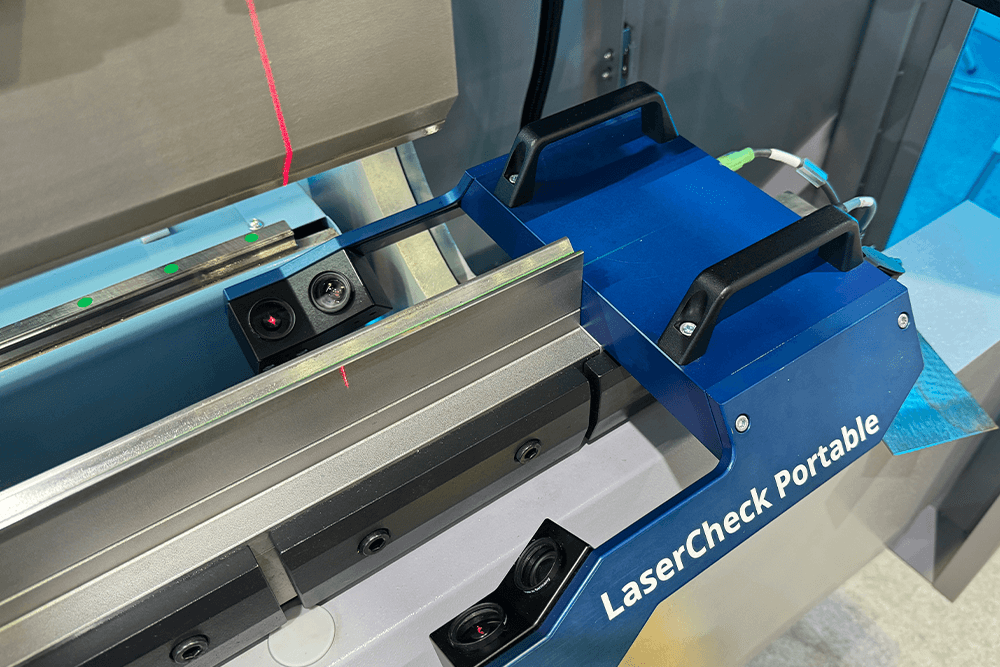
2.Краткие факты и преимущества LaserCheck
LaserCheck позволяет пользователю определить точный угол изгиба листогибочных машин с помощью лазерной триангуляции и работает бесконтактно. Это система измерения угла изгиба на основе лазера, инновационный датчик для измерения угла изгиба листогибочных машин. Это высокотехнологичный продукт "Сделано в Германии", обладающий очень высокой точностью и работающий бесконтактно. Он может быть интегрирован в существующие листогибочные прессы без модификации инструмента, параллельно используя 2 или 4 датчика. Он рассчитывает обратную пружину путем определения усилия с помощью тензометрических датчиков или определения конца изменения угла и может быть подключен к контроллерам ESA, Cybelec, Delem, Amada, Robosoft и другим устройствам. Это интегрированное OEM-решение для ESA, Amada, Robosoft и других устройств. Его преимуществами являются непрерывный процесс гибки, быстрый процесс гибки и измерение отката без измерения усилия.
О нас
Durmapress специализируется на проектировании, производстве и продаже различного металлообрабатывающего оборудования, включая гибочные станки, ножницы, пуансоны, станки для лазерной резки и т. д. Компания была основана в 2000 году. Благодаря многолетнему опыту и накоплению технологий. DurmaPress стал одним из известных брендов металлообрабатывающего машиностроения Китая.
Свяжитесь с нами
Последние сообщения

-300x169.jpg)

Категории
Следуйте за нами
Еженедельное новое видео
Свяжитесь с нами для получения дополнительной информации
Если у вас есть какая-либо информация о нашей продукции, пожалуйста, свяжитесь с нами, и мы ответим вам в течение 24 часов.
