The DP-ES pro max Series Press Brake 6~8+1 Axis provides reliable precision and versatility for most bending applications. Increase your productivity with this durable and efficient solution.
Warning: Undefined array key "hotspot_offset_x" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php em linha 1060
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php em linha 1060
Warning: Undefined array key "hotspot_offset_y" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php em linha 1061
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php em linha 1061
Suporte de ferramentas
Sistema de controlo CNC
Luz
Interruptor de pé
Suporte frontal de chapa
Coroação
caraterísticas
Obtenha uma dobragem precisa com elevada exatidão.
Estrutura durável com alívio de tensão para maior estabilidade.
Maior profundidade da garganta, curso e luz do dia para um melhor desempenho.
Experimente uma máquina mais forte e mais rápida com ruído operacional reduzido através de um design inovador.
Troca de ferramentas e alinhamento eficientes para operações mais rápidas.
Custos de produção mais baixos para uma melhor relação custo-eficácia.
Utilizar componentes provenientes de marcas mundialmente reconhecidas e fiáveis.
Simplificar os processos de manutenção e reparação para conveniência do utilizador.
Noise reduction
0%
reduction in working cycle time
0%
energy saving
0%
Componente padrão
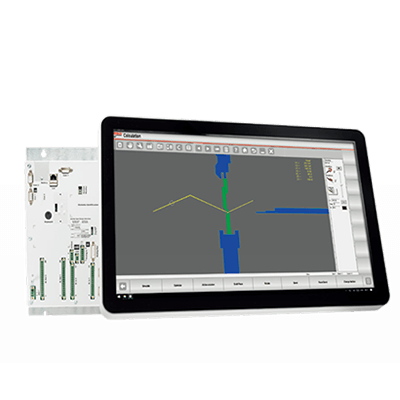
Sistema de controlo CNC de prensas de travões
DELEM DA66S
Os controlos tácteis DA-66T incluem o sistema operativo Windows incorporado em tempo real para máxima fiabilidade. Arranques suaves assegurados, mesmo depois de um encerramento instantâneo.
Modo de programação com ecrã tátil gráfico 2D
3D machine representation, in simulation and production
24" high resolution color TFT
Compatibilidade Delem Modusys (escalabilidade e adaptabilidade do módulo)
USB, interface periférica
User specific application support within the control's multitasking environment
Interface de dobragem e correção do sensor
Profile-S2D offline software
Componente FACULTATIVO
Sistema de controlo CNC de prensas de travões
Customize The Controller For Your DP-ES PRO MAX Series
SCE S860
A excelência absoluta feita CNC: potente PC Windows integrado com CPU Intel e ecrã LCD HD Multitouch GlassOnly de 18,5 "16: 9 mega-screen.
The DA-66T offers 2D programming that includes automatic bend sequence calculation and collision detection. Full 3D machine set-up with multiple tool stations.
Cada peça pode garantir uma longa vida útil e reduzir os custos de produção.
Estrutura da máquina
As prensas dobradeiras Durmapress possuem uma estrutura monobloco robusta feita de aço de alto rendimento, garantindo precisão e fiabilidade duradouras. Cada estrutura é temperada e está coberta por uma garantia de 15 anos.
Certamente, o controlador funciona como a inteligência central de toda a maquinaria. A nossa empresa fornece controladores de primeira qualidade provenientes de marcas conceituadas como Delem, AEEe Cybelec.
Utilizamos um fuso de esferas PMI de Taiwan e uma guia linear para a precisão do eixo X, garantindo uma maior exatidão do que os sistemas baseados em barras. O medidor de retorno controlado por um servo motor com um mecanismo de correia dentada e roda, oferece um posicionamento preciso.
We use the Siemens energy-efficient motor from Germany, designed to meet the daily production demands of our clientele seamlessly. This motor operates substantially more efficiently than standard motors.
Aproveitando a fiabilidade dos componentes Schneider genuínos provenientes diretamente de França, conhecidos pela sua estabilidade inabalável, durabilidade impressionante e vida útil prolongada.
It ensures consistent processing position and size by precisely controlling the workpiece stop. The adjustable Stopper Finger position and height accommodate various workpiece sizes and shapes.
Durmapress's self-developed Side Fast Clamp can be used with various series to complete bending work including heavy machines. The tooling replacement is smooth and durable.
Experimente uma precisão sem paralelo com o sistema de medição de ângulos a laser iMeasure em colaboração com a Data-M Engineering, garantindo ângulos de curvatura exactos com apenas uma operação.
O sistema de proteção laser DSP monitoriza a intensidade e a localização da radiação laser em tempo real para garantir que quaisquer possíveis riscos de segurança laser podem ser detectados a tempo quando a prensa dobradeira está a funcionar.
Os mais recentes seguidores para a dobragem de chapa visam otimizar os desempenhos das nossas prensas dobradoras, reduzindo o tempo de preparação da prensa dobradora e simplificando o trabalho dos operadores. Estes auxiliares de quinagem fornecem aos operadores uma ajuda prática preciosa.
Utilizamos as tecnologias inovadoras da WILA, incluindo o Safety-Click®, o Smart Tool Locator® e o sistema de substituição E2M® para ferramentas (pesadas), para aumentar a segurança e a conveniência da substituição. A precisão e a ergonomia são cuidadosamente adaptadas para a máxima produtividade de todas as ferramentas.
A Durmapress segue sempre o conceito de colocar os clientes em primeiro lugar em toda a experiência de compra, e optimiza e inova continuamente o processo de produção para satisfazer as necessidades de todas as grandes, médias e pequenas empresas de produção.
Mais de 20 anos de experiência
Máquinas personalizadas
Sistema pós-venda perfeito
Disponibilidade 24/7
fábrica de durmapree
Ver o vídeo
GUIA 1
Como instalar a proteção do cilindro da prensa dobradeira
Seguindo este guia, pode garantir que a proteção do cilindro é instalada corretamente, proporcionando proteção e mantendo o funcionamento adequado da sua quinadora.
Como instalar a prensa dobradeira e fazer os preparativos preliminares
Antes de iniciar uma prensa dobradeira CNC, há vários preparativos que devem ser feitos para garantir o funcionamento seguro e correto da prensa dobradeira hidráulica. Aqui estão alguns preparativos comuns.