


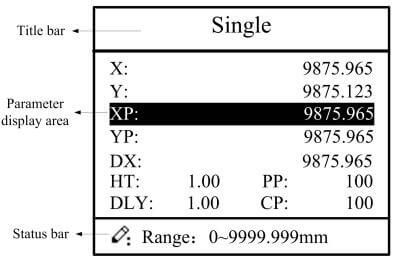
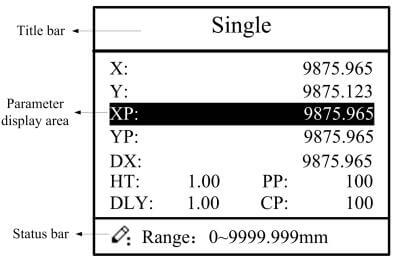
Figure 2-2 Single-step program setting page
Step 2 Press![]() , select parameter which needs to be set up, press
, select parameter which needs to be set up, press ![]() numerical key to input program value, press to complete input.
numerical key to input program value, press to complete input.
[Note] Parameter can only be set when Stop indicator is on.
Step 3 Press ![]() , system will execute according to this program, as shown in Figure 2-3.
, system will execute according to this program, as shown in Figure 2-3.
Caution: When the parameter X or Y display on the page, please do not enter the RUN page, unless you have reset the teach function of X-axis or Y-axis.
Multi-step program is used for processing single work piece of different processing steps, realize consecutive implementation of multi-steps, and improve processing efficiency.
- Operation step
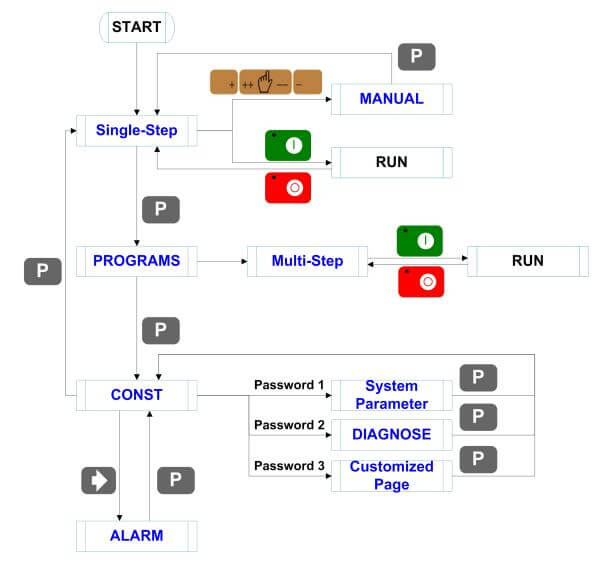
Step 1 Power on, the device displays the single-step parameter page automatically.
Step 2 Press ![]() , switch to program manage page, as shown in Figure 2-4.
, switch to program manage page, as shown in Figure 2-4.
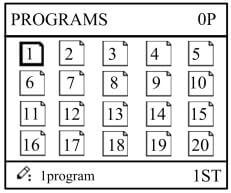
Figure 2-4 Program management page
Step 3 Press ![]()
![]()
![]() , select program serial number, or input program number directly, such as input “1”.
, select program serial number, or input program number directly, such as input “1”.
Step 4 Press ![]() , enter multi-step program setting page, as shown in Figure 2-5.
, enter multi-step program setting page, as shown in Figure 2-5.
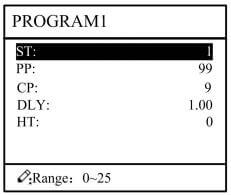
Figure 2-5 Multi-step
Step 5 Press ![]() , select multi-step programming parameter which requires set up, input
, select multi-step programming parameter which requires set up, input
setting up value, press ![]() , and the set up takes effect.
, and the set up takes effect.
Step 6 In completion of set up, press ![]() , enter step parameter set page, as shown in Figure 2-6.
, enter step parameter set page, as shown in Figure 2-6.
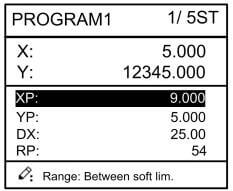
Figure 2-6 Step parameter set page
Step 7 Press ![]() , select step parameter that needs to be set up, input program value, press
, select step parameter that needs to be set up, input program value, press ![]() , and the setup takes effect.
, and the setup takes effect.
Step 8 Press ![]()
![]() to switch over between steps. If the current step is the first step, press
to switch over between steps. If the current step is the first step, press ![]() to enter the last page of step parameter setting; if the current step is the last one, press
to enter the last page of step parameter setting; if the current step is the last one, press ![]() to enter the first page of step parameter setting.
to enter the first page of step parameter setting.
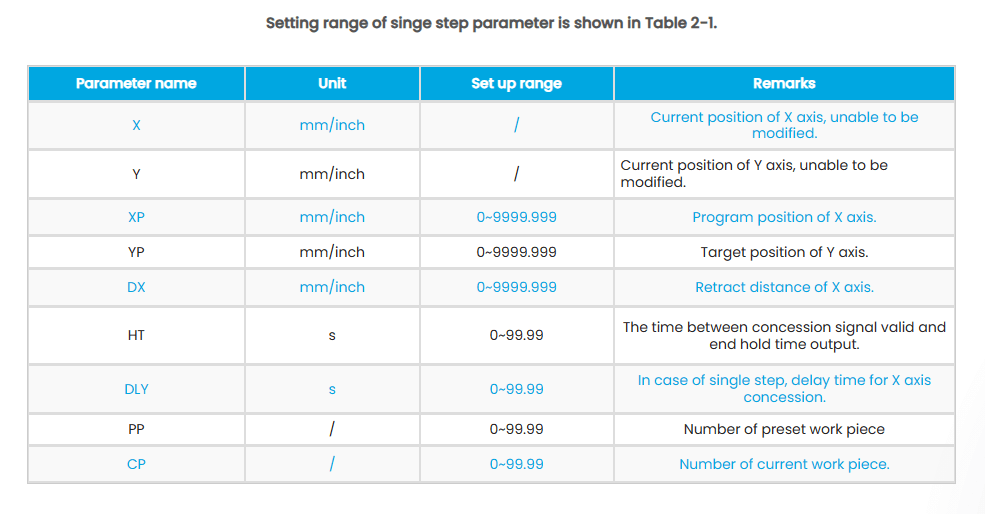
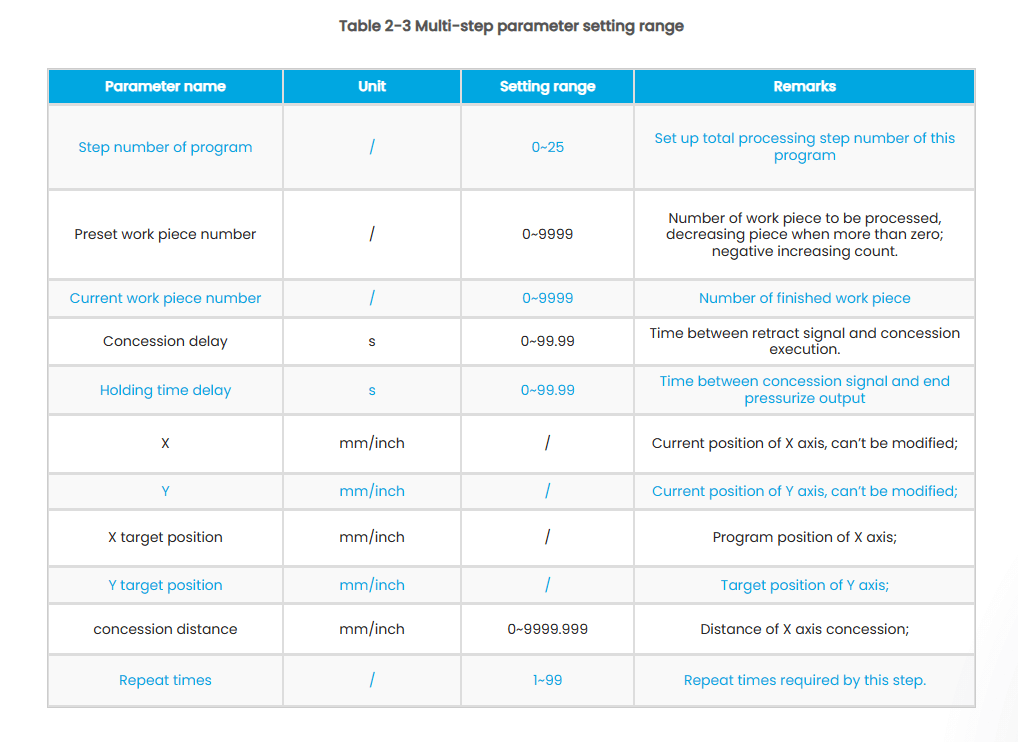
Multi-step parameter setting range is shown in Table 2-3.
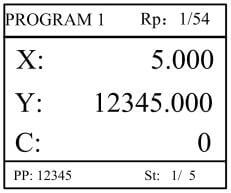
Step 9 Press ![]() , system will operate according to this program, as shown in Figure 2-7.
, system will operate according to this program, as shown in Figure 2-7.
User can setup all parameters required for normal operation of the system, including system parameter, X axis parameter and Y axis parameter.
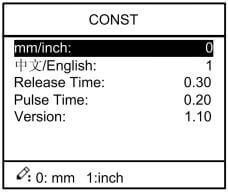
Step 1 On program management page, press ![]() to enter programming constant page, as shown in Figure 2-8. On this page, programming constant can be set.
to enter programming constant page, as shown in Figure 2-8. On this page, programming constant can be set.
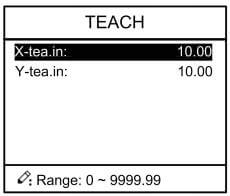
Step 2 Input password “1212”, press ![]() to enter the Teach Page, as shown in Figure 2-9.
to enter the Teach Page, as shown in Figure 2-9.
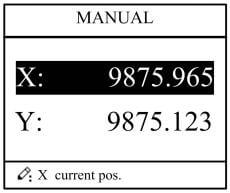
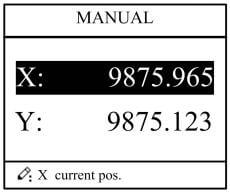
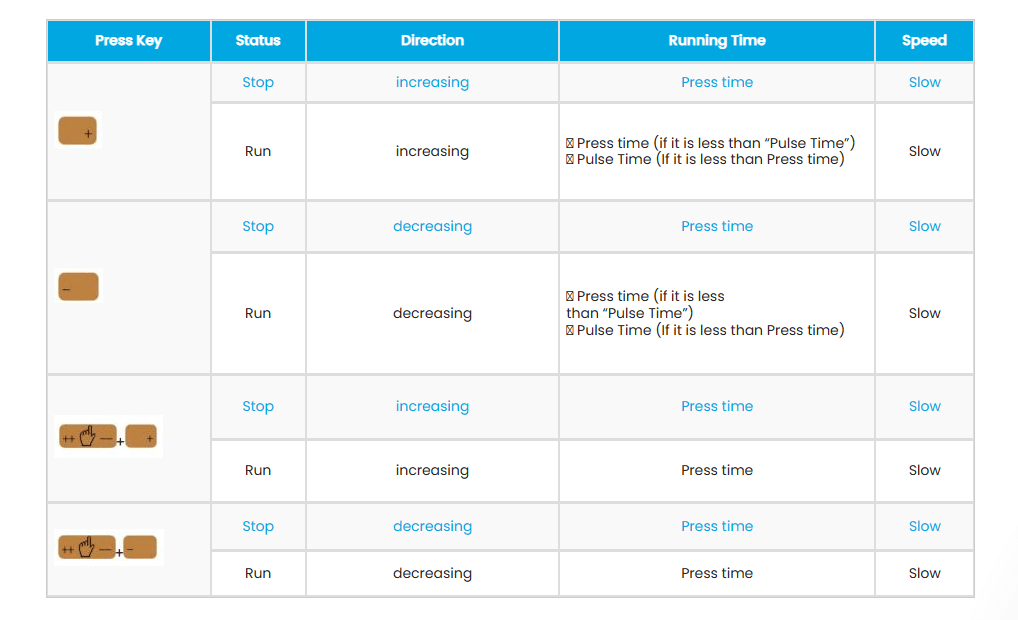
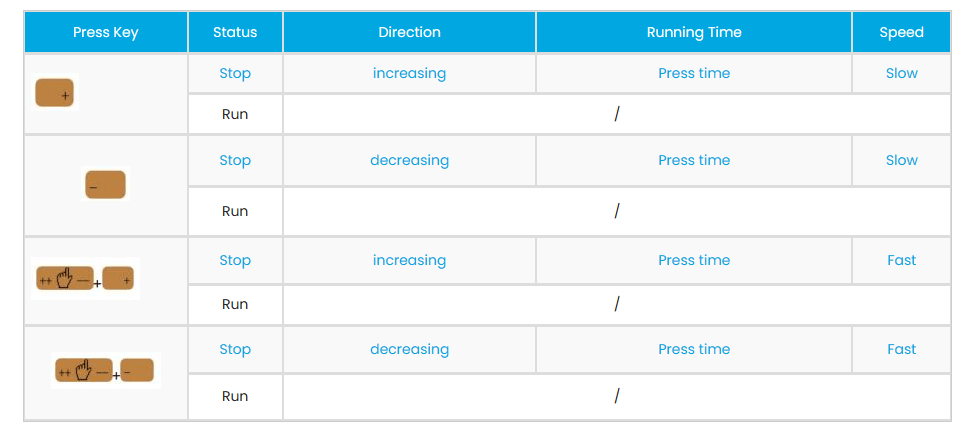
In single-step mode, axis movement can be controlled by pressing key manually. This method helps user to adjust machine tool and work piece.
Step 1 On single step parameter setup page, press ![]() or
or ![]() to enter manual page, as shown in Figure 2-10.
to enter manual page, as shown in Figure 2-10.
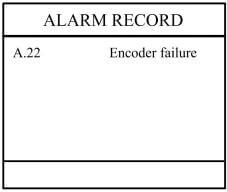
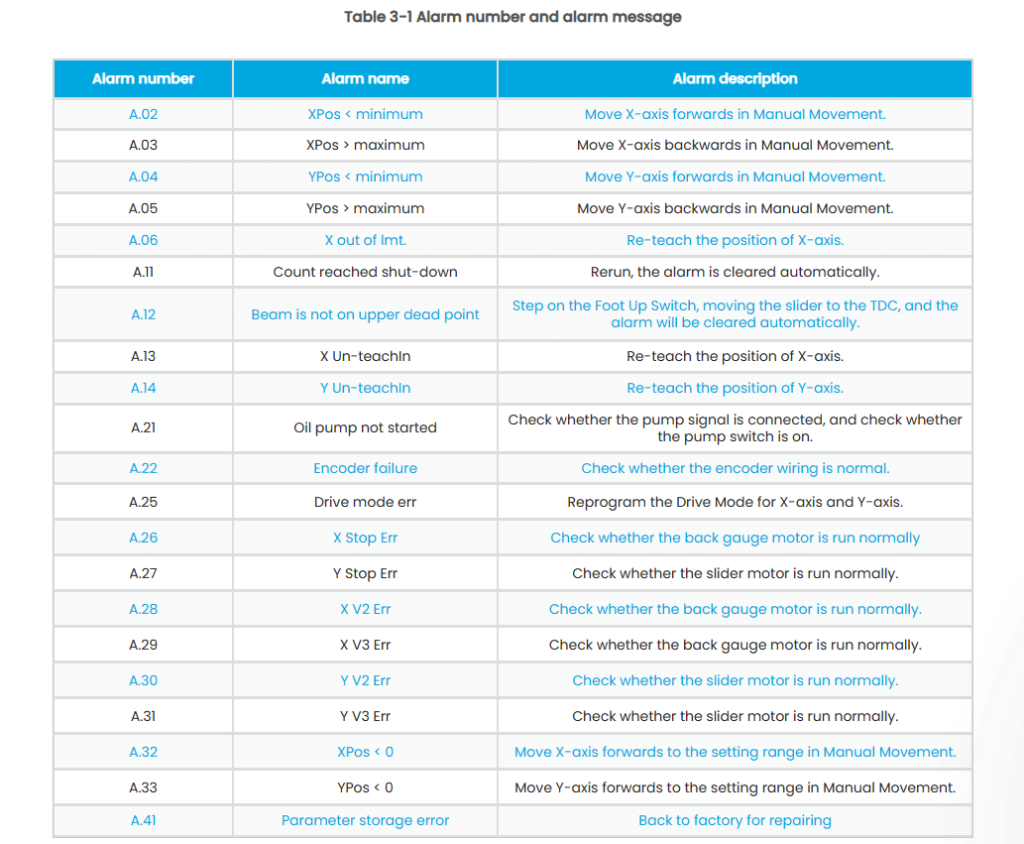
The device can detect internal or external abnormity automatically and send out alarm prompt. Alarm message is available on alarm list.
Step 1 On programming management page, press ![]() to enter programming constant page.
to enter programming constant page.
Step 2 On programming constant page, press ![]() to enter “Alarm history” page to view all alarm history.
to enter “Alarm history” page to view all alarm history.
As shown in Figure 3-1, the latest 6 alarms, alarm number and causes can be viewed on this page

-300x169.jpg)

