DP-EP SERIES
All-Electric Press Brake
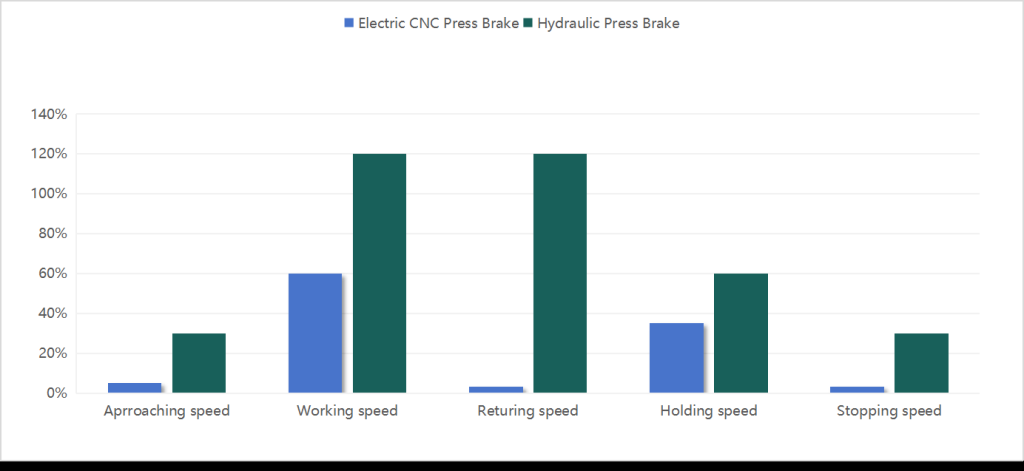
The EP Series Press Brake operates without hydraulic oil and is driven by an electric cylinder, eliminating hydraulic pollution and maintaining machine precision.

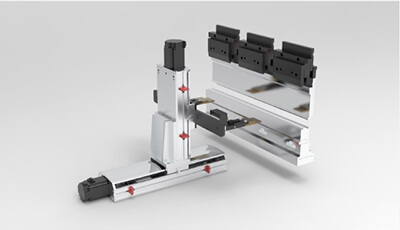
The back gauge features a lightweight, strong aluminum alloy module and Taiwan Hiwin linear guide rail for smooth movement. With an accuracy of 0.01 mm, it ensures stable precision for both complex and high-tolerance production.

Advanced LED technology is used to create work area lighting, zero heat radiation, creating a comfortable environment for operators, greatly improving work efficiency, and opening up a new experience of efficient work.

The fully automatic lubrication system intelligently adjusts oil delivery based on operational needs, ensuring optimal lubrication for machine parts. This enhances equipment lifespan and boosts production efficiency.