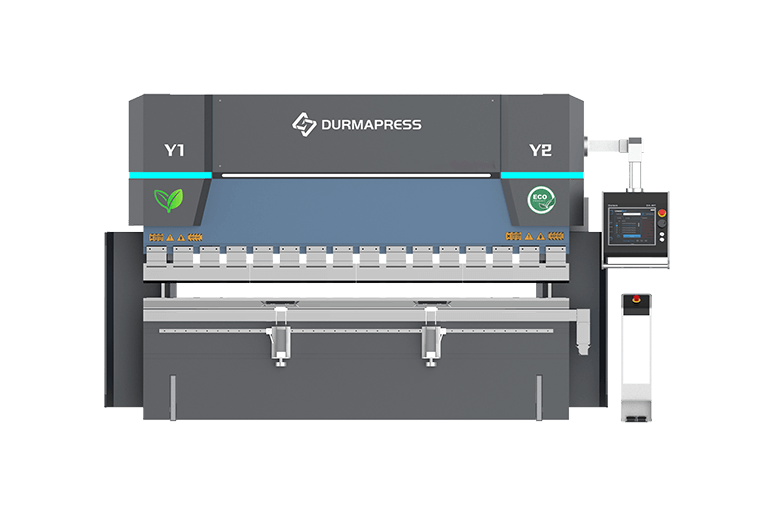
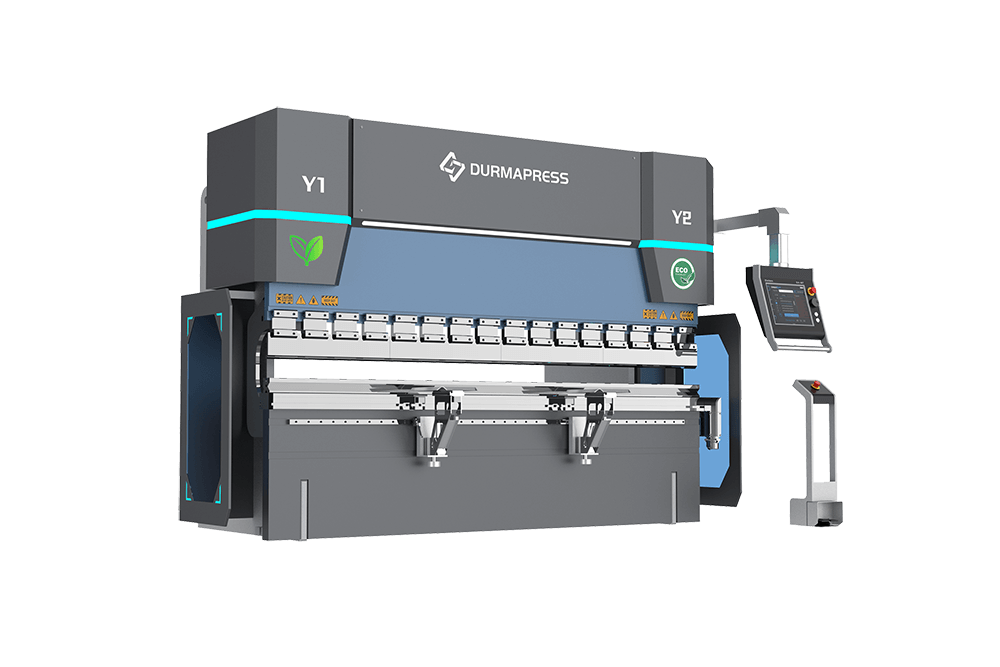
Press Brake Toolings
Toolings Holder
CNC Controller System
Light
Foot Switch
Sheet Front Supporter
Crowning
features
- Achieve precise bending with high accuracy.
- Durable frame with stress relief for added stability.
- Increased throat depth, stroke, and daylight for enhanced performance.
- Experience a stronger and faster machine with reduced operational noise through innovative design.
- Efficient tooling change and alignment for quicker operations.
- Lower production costs for improved cost-effectiveness.
- Utilize components sourced from globally recognized and reliable brands.
- Simplify maintenance and repair processes for user convenience.
0
+
País exportador
0
/5
Taxa de satisfação do cliente
0
Membros profissionais da equipa
Standard Component
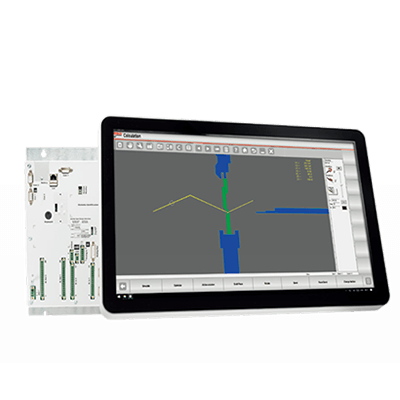
Press Brakes CNC Control System
DELEM DA66T
The DA-66T Touch controls feature the embed-ded, real-time Windows operating system for maximum reliability. Smooth start-ups ensured, even after instant shut-off.

- 17" high resolution colour TFT
- 2D graphical touch screen programming mode
- 3D visualisation in simulation and production
- Full Windows application suite
- Delem Modusys compatibility (module scalability and adaptivity)
- USB, peripheral interfacing
- Profile-T2D offline software
- Sensor bending & correction interface
OPTIONAL Component
Press Brakes CNC Control System
Customize The Controller For Your DP-ES Pro Series
ESA S860
The absolute excellence made CNC: powerful Windows PC integrated with Intel CPU and 18.5 “16: 9 mega-screen LCD HD Multitouch GlassOnly.

DELEM DA66S
The DA-66S control enhances press brake functionality and productivity, offering high accuracy, ease of use, and versatility for operators.

CybTouch 15PS
CybTouch 15PS Win is a compact 2D CNC system designed for mid-range CNC press brakes. Featuring an all-glass touchscreen, it offers a sleek appearance with the CNC board seamlessly mounted behind the screen.
STANDARD EQUIPMENT
Other Components
Every part can ensure a long service life and reduce production costs.
Machine Frame
Durmapress press brakes feature a robust mono-block frame made from high yield steel, ensuring enduring accuracy and reliability. Each frame is tempered and backed by a 15-year warranty.
CNC Control System
Certainly, the controller functions as the central intelligence of the complete machinery. Our firm delivers top-notch controllers sourced from esteemed brands like Delem, ESA, and Cybelec.
Backgauge
We use Taiwan PMI ball screw and linear guide for X-axis precision, ensuring higher accuracy than rod-based systems. The backgauge controlled by a servo motor with a timing belt & wheel mechanism, offers precise positioning.
Motor
We present a Siemens energy-efficient motor from Germany, designed to seamlessly meet the daily production demands of our clientele. This motor operates with substantially greater efficiency than standard motors, presenting an ideal solution to fulfill our clients' requirements.
Electrical Parts
Harnessing the reliability of genuine Schneider components sourced directly from France, renowned for their unwavering stability, impressive durability, and prolonged lifespan.
Punches & Dies
The selection of press brake punches and dies is a crucial topic to be discussed prior to placing an order. Any desired bending shape is achieved through the use of an appropriate set of punches and dies.
Stopper Finger
By accurately controlling the stop position of the workpiece, it ensures that the processing position and size of each workpiece are consistent. At the same time, the position and height of the Stopper Finger can be adjusted as needed to adapt to the processing of workpieces of different sizes and shapes.
Side Fast Clamp
Revolutionize your production efficiency with the ability to seamlessly interchange top punches. Streamlining your workflow, this feature ensures a swift and efficient process when adapting to diverse bending requirements.
Crowning
This meticulous approach guarantees a seamless alignment between the bed's deformation curve and the compensation curve, thereby ensuring a uniform and precise outcome in terms of product straightness and angle.
Front Supporter
The front supporter of the press brake plays a role in supporting and positioning the workpiece during the bending process. It has the following advantages: improves the stability of the workpiece and reduces the possibility of deformation and displacement; improves processing accuracy.
advanced EQUIPMENT
Other Components
Top-Quality Accessories from Leading International Brands
LaserCheck Bending Angle Measurement
Experience unparalleled precision with the iMeasure Laser angle measurement system in collaboration with Data-M Engineering, ensuring accurate bend angles with just one operation.
DSP Laser Protection
The DSP Laser Protection system monitors the intensity and location of laser radiation in real time to ensure that any possible laser safety hazards can be detected in time when the press brake is running.
CNC Controlled Sheet Followers
The latest followers for sheet metal bending aim to optimize the performances of our press brakes by reducing the time to set up the press brake and simplifying the work of operators. These bending aids provide operators with valuable practical assistance.
wila tool holders
We use WILA's innovative technologies, including Safety-Click®, Smart Tool Locator® and the E2M® replacement system for (heavy-duty) tools, to enhance the safety and convenience of replacement. Precision and ergonomics are carefully tailored for maximum productivity from all tools.
Obter um orçamento agora!
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Sed auctor turpis eu arcu sagittis, id sagittis justo suscipit.

Why choose us
from start to finish
Durmapress always adheres to the concept of putting customers first in the whole purchase experience, and continuously optimizes and innovates the production process to cater to the needs of all large, medium and small manufacturing companies.
- Mais de 20 anos de experiência
- Personalized customized machines
- Perfect after-sales system
- 24/7 Availability
Get Excited to move
Why choose DP-ES Pro Max Series ?
1
Automation
The 8+1 axis system can automate many aspects of the bending process, reducing the need for manual adjustments and increasing productivity.
2
Efficiency
With more axes, the machine can perform multiple operations simultaneously, improving efficiency and reducing production time.
3
Versatility
The extra axes provide more flexibility in handling complex parts and various bending requirements.
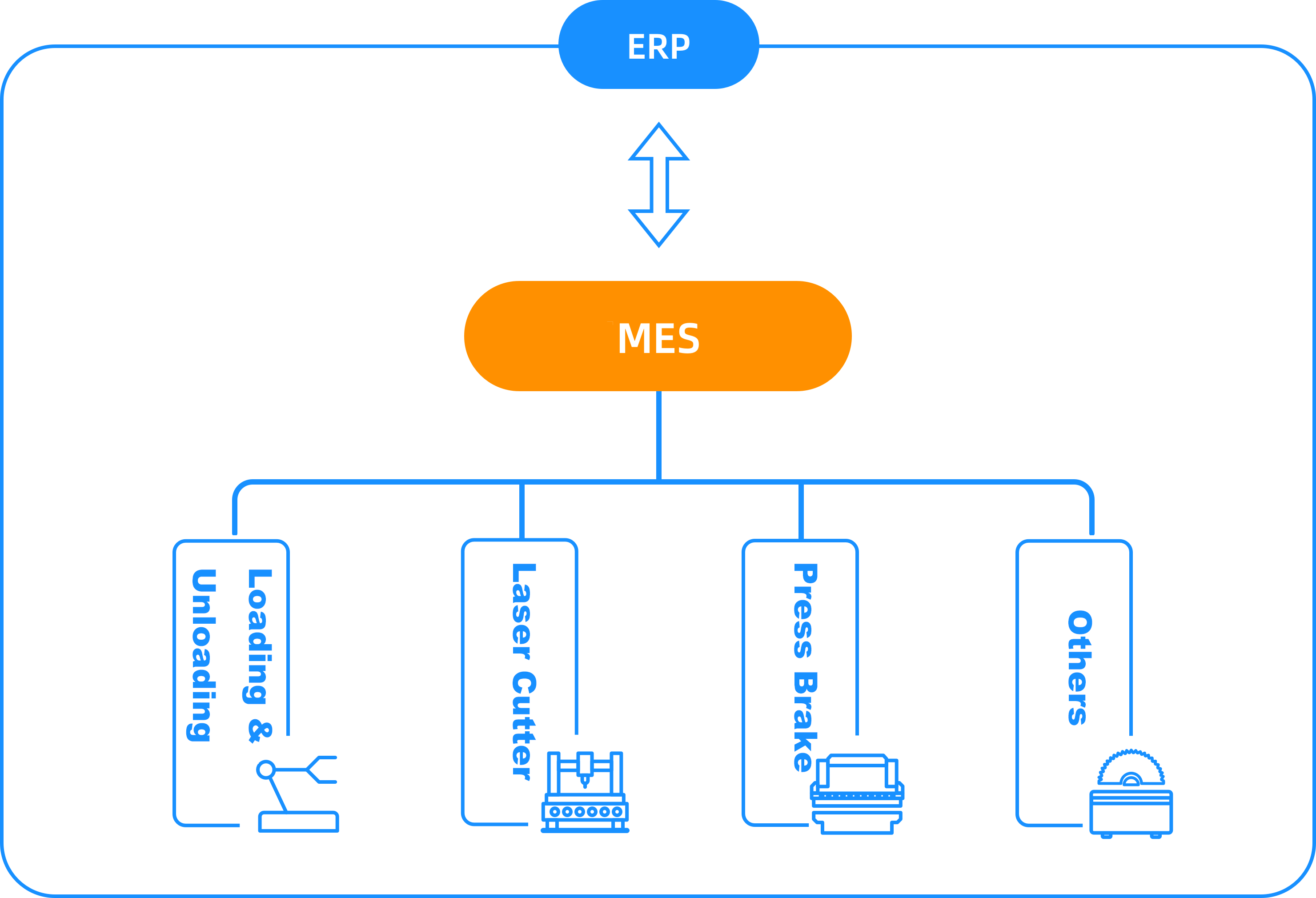
Equip standard industry 4.0
ERP System
- Real-time data exchange and integration
- Intelligent decision support
- Customized production and flexibility
- Automation and adaptability
Manufacturing Execution System
- Production scheduling and planning
- Quality & equipment management
- Process optimization and analysis of production data
- Material tracking and management

durmapree factory
Watch the Video
Manufacturer of cutting-edge metal processing equipment
Get Excited to move
Sheet metal bending parameters calculator
Bending Force Calculation
How much force do you need to bend your piece?
Você pergunta, nós respondemos
If you have more questions, please contact us and we will reply within 24 hours.
- Material ( Such as Mild Steel , Stainless Steel , Aluminum and ect )
- Thickness ( For example 4mm , 6mm and more )
- Working Length ( For example 12feet, 3100mm or 100inch and ect )
- The Material tensile strength (Such as 450Mpa , 350Mpa and ect)
- There is a big difference between Torsion Bar NC Hydraulic Press Brakes ( Manual Press Brakes outdated) and electro-hydraulic Servo CNC Press Brake machine, the former is the use of torsion axis connected to the left and right pendulum, etc., the formation of torsion axis forced synchronization mechanism on two synchronized hydraulic cylinders up and down movement to maintain synchronization; and the latter is the use of proportional electro-hydraulic servo valve and other hydraulic control systems and scale to form a closed-loop control. That is to say, the Torsion Bar NC Press Brake in the mechanical synchronization method, and Electro-hydraulic synchronization is a servo-proportional valve synchronization method.
- Compared to CNC Press Brake which computer controls .The body of the torsion bar NC Press Brake is machined with relatively low precision, so it is completely unable to meet the electro-hydraulic servo-proportional valve precision requirements.
- If you want to convert the Torsion Bar NC Press Brake into a CNC Press Brake machine must add proportional servo valve, scale, electro-hydraulic CNC Controller and possibly add precision backguage system; at the same time also remove the twisted shaft bending machine balance shaft, hydraulic valve ,hydraulic system and other components, not only a very large workload, but also will have a large operating costs. So if want to meet your future development of Business , Choose Best Press Brakes will be more brilight.
- Turn on the power, Turn on the key switch on the control panel, and then press the oil pump to start.
- Stroke adjustment, Press Brakes using must pay attention to adjust the stroke, before bending sheet metal must be testing. Press Brake Machine on the die down point to the bottom must ensure that there is a plate thickness gap. Otherwise Press Brake mould will be damaged . The adjustment of the stroke is also an electric quick adjustment and manual fine-tuning.
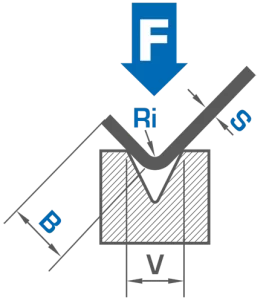
- Bending Toolings ( Die ) V Size selection, generally to choose the plate thickness of 8 times the V-Size of the groove. Such as bending 4mm plate material, you need to choose about 32mm V-Die.
- Back gauge adjustment are generally CNC Control adjustment and manual adjustable.Back gauge Front and Back Called X axis , it can controlled by the NC and CNC Controllers.
- Press the foot switch to start bending, Press Brake and shearing machine is different, can be released at any time, release the foot Press Brake will stop, and then step on to continue down the line.According to the ordinary hydraulic Press Brake processing Q235 plate material to do a simple introduction
Press Brake Toolings Design depends on customer workpiece ,It can divided as Punch Selection and Die Set Selection. The rules are as below :
Punching Selection :
- When the small up-leg is longer than the bottom leg, you need a gooseneck punch.
- When the small up-leg is shorter than the bottom leg, any punch shape will work.
- When the small up-leg is equal to the bottom leg, you need an offset acute punch.
Die Selection:
Customer can use the normal rule 8×2 to save the burget.
- First, determine the sheet metal range of metal thicknesses you want to bend. For example, you might need to bend material 2mm through V=16mm Die
- Second, assess the smallest die Set needed by multiplying the thinnest metal by 8. In this case, 3mm material would need the smallest die, hence: 3 × 8 = 24mm, which The Die Set V size round up to 24mm.
- Third, assess the largest Die Set V size needed by multiplying the thickest metal by 8. In this case, the thickest material of 6mm would need the largest die: 6× 8 = 48mm.
You’ve now determined the smallest and largest die you need—2mm and 6mm. To fill in what you need in between, you start with the smallest V size and double its size. In this case, that gives you a 16mm die (2 × 8 = 4). 32mm , 48mm Multi-V Mould .
If Your part doesn’t need a short flange, a narrow offset, or a tight radius, why complicate matters? Follow these three simple rules and you’ll improve angular performance, shorten setup time, and reduce tool operating costs.
Also Durmapress Engineer can design the special Toolings according to customer product request , so you just contact us and send your products drawings is ok .
GUIDE 1
How to install the Cylinder Guard Of Press Brake
By following this guide, you can ensure the cylinder guard is installed correctly, providing protection while maintaining the proper function of your press brake.
How to install the Cylinder Guard Of Press Brake
Installation Guide For Cylinder Guard Of Press Brake
View More
guide 2
How to install the Press Brake and make preliminary preparations
Before starting a CNC Press Brake, there are several preparations that need to be done to ensure the safe and proper operation of the hydraulic press brake. Here are some common preparations.
How to install the Press Brake and make preliminary preparations
Press Brake Preparation & Installation Guide
View More
Contactar-nos
Localização
High Tech Industrial , Bowang Town, Maanshan, Anhui, China
O nosso horário
7/24
Siga-nos
