Bending Method Of Straight Edge Of Symmetrical Three-roller Plate Rolling Machine
This article introduces a new method for bending the straight edge of a cylinder on a symmetrical three-roller plate rolling machine. This method overcomes the shortcomings of the traditional method that requires auxiliary tools or the straight edge needs to be processed, which greatly improves the plate rolling efficiency and reduces the plate rolling cost. The use of this method has achieved good economic and social benefits.
Plate rolling machines are used to roll steel plates into cylindrical or conical cylinders. They are the main equipment for processing large-diameter cylindrical or conical cylinders and are widely used in the mechanical processing and manufacturing industry. Improving the production efficiency, reducing energy consumption and reducing costs of plate rolling machines are crucial to the economic and social benefits of enterprises and are the goals that the industry has always pursued.
Problem Statement
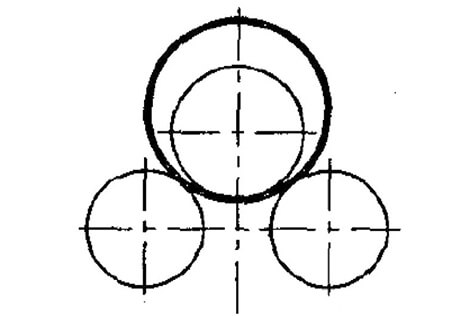
Symmetrical three-roller plate rolling machine is a kind of plate rolling machine commonly used in practice. Its rolling working principle is shown in the figure below. The upper roller is a passive roller that can move up and down; the lower roller is an active roller and is a fixed roller. When the plate is sent between the upper and lower rollers, the lower surface of the steel plate contacts the highest point of the two rollers. When the upper roller presses down and exceeds the yield limit of the material, the plate will produce plastic deformation. As the three rollers rotate, an arc is formed. The outer fiber of this arc is stretched, the inner layer is squeezed, and the neutral layer remains unchanged. At this time, the steel plate is rolled into a circle. Since the three rollers of the plate rolling machine are symmetrical, the front and rear forces of the plate are relatively uniform during the bending process, so it can better solve the springback and precision problems of the steel plate. The disadvantage is that the symmetrical plate rolling machine cannot bend the entire length of the plate. The length of the two ends of the plate is about half of the center distance of the lower roller and is still straight.
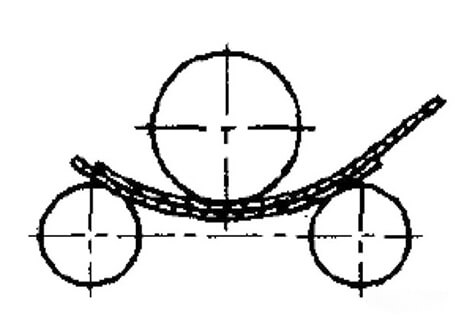
In order to bend the straight edge, a press can be used for pre-bending or a pallet can be used for pre-bending in a plate rolling machine (as shown below). However, this method requires the use of auxiliary tools such as molds or pallets, and the auxiliary tools for processing different cylinders are also different, which makes this method have a high rolling cost and low productivity. Another method is to keep the straight edge during rolling and then process it after rolling. Obviously, this method will also increase the rolling cost and reduce the rolling productivity.
A new way to bend straight edges
1.First roll
Keep the straight edges of the bends unprocessed, bend the steel plate into the two simplified shapes shown in the figure below, and then weld the interfaces at both ends of the steel plate to make it a whole.
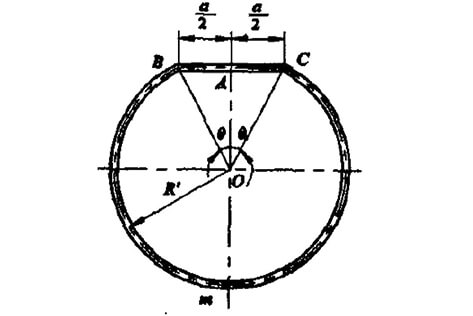
The most important thing for this rolling is to ensure that the two ends of the steel plate can be closed smoothly after bending, so the radius of the cylinder for the first bending must be reasonably selected. The determination is determined by the geometric relationship of the cylinder circumference, and the specific determination method is as follows:
First, in order to ensure that the two ends of the steel plate can be closed smoothly after bending, the length of the neutral layer of the cylinder, that is, the length of the loop ABmC, should be equal to the length of the steel plate.
In the formula: a is the center distance of the lower roller, and a/2 is the length of the two straight sides;
R’ is the radius of the neutral layer of the cylindrical arc segment;
D is the diameter of the neutral layer of the finished cylinder.
This formula is a transcendental equation. The solution can determine the radius of the neutral layer of the cylindrical arc segment, and then calculate the pressure of the upper roller from R’ to bend the cylinder.Secondly, the cylinder shown in the second figure above. The cylinder needs to be rolled into the shape of the first figure above, and then rolled into the shape of the second figure by a press or by hand. The advantage of this cylinder is that it is easier to roll the second time because there is no sharp point at point A of the first figure. When rolling, it is compared with the cylinder shown in the second figure, only the radius is different, and only formula 1 needs to be changed to formula 2, and the rest is the same.
2.Second rolling
The semi-finished cylinder is rolled into a finished cylinder, i.e. a cylinder with a diameter of D. The amount of pressure of the upper roller is calculated according to the diameter D during rolling, but it must be considered that the steel plate material is hardened after the first rolling, and the actual yield limit of the material is increased compared to before rolling.
Conclusão
When rolling the cylinder, due to inaccurate calculation of the pressure of the upper roller and changes in material characteristic parameters, the cylinder must be rolled multiple times to reach the finished size. Therefore, this method will not reduce processing efficiency. Since there is no need to bend the straight edge separately, the processing efficiency will be improved. At the same time, since there is no need to use templates or drag plates, the cost is also reduced.This method does not require the use of auxiliary equipment or tools, so it is simple and easy to implement and popularize.It is crucial to accurately calculate the radius of the first rolled cylinder and the corresponding upper roller pressure. The transcendental equations shown in equation (1) or equation (2) can be solved using computer software. Due to its superior characteristics, this method has been applied in some enterprises.
DURMAPRESS Plate Rolling Machine Recommendations
DURMAPRESS has 4 series of plate rolling machines for bosses with different needs to choose from. The quality of DURMAPRESS’s mechanical equipment is highly recognized by many customers. For machines of the same quality, DURMAPRESS is more cost-effective than its peers, and also has a perfect after-sales system and lightning-fast delivery speed in China. Bosses from all over the world are welcome to order!
Sobre nós
Durmapress specializes in designing, manufacturing and selling various metal processing equipment, including bending machines, shears, punches, laser cutting machines, etc. The company was founded in 2000. With years of experience and technology accumulation. DurmaPress has become one of the well-known brands in China’s metal processing machinery industry.