

Usted pregunta, nosotros respondemos
Si tiene más preguntas, póngase en contacto con nosotros y le responderemos en 24 horas.
- Material (acero dulce, acero inoxidable, aluminio, etc.)
- Espesor ( Por ejemplo 4mm , 6mm y más )
- Longitud de trabajo ( Por ejemplo 12feet, 3100mm o 100inch y ect )
- Resistencia a la tracción del material (450Mpa, 350Mpa, etc.)
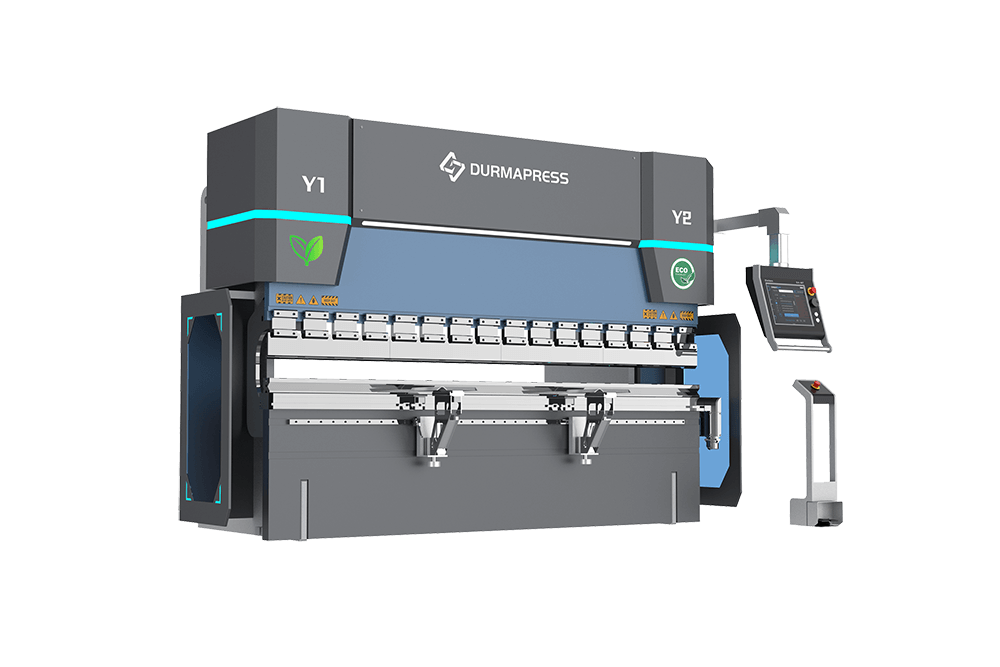
- Hay una gran diferencia entre la barra de torsión NC plegadoras hidráulicas (Manual de plegadoras anticuado) y electro-hidráulico Servo CNC máquina plegadora, el primero es el uso de eje de torsión conectado a la izquierda y derecha del péndulo, etc, la formación de eje de torsión mecanismo de sincronización forzada en dos cilindros hidráulicos sincronizados arriba y abajo de movimiento para mantener la sincronización, y el segundo es el uso de servoválvula electro-hidráulica proporcional y otros sistemas de control hidráulico y la escala para formar un control de bucle cerrado. Es decir, la barra de torsión NC Prensa plegadora en el método de sincronización mecánica, y la sincronización electro-hidráulica es un método de sincronización de la válvula servo-proporcional.
- En comparación con la plegadora CNC que controla el ordenador, el cuerpo de la plegadora NC de barra de torsión se mecaniza con una precisión relativamente baja, por lo que es completamente incapaz de cumplir con los requisitos de precisión de la válvula servo-proporcional electro-hidráulica.
- Si desea convertir la barra de torsión NC Prensa plegadora en una máquina CNC Prensa plegadora debe añadir proporcional servo válvula, escala, electro-hidráulico CNC Controller y posiblemente añadir sistema de backguage de precisión, al mismo tiempo, también eliminar el eje de torsión del eje de flexión máquina de equilibrio, la válvula hidráulica, sistema hidráulico y otros componentes, no sólo una carga de trabajo muy grande, pero también tendrá un gran costo de operación. Por lo tanto, si desea cumplir con su futuro desarrollo de negocios, elija las mejores prensas plegadoras será más brillante.
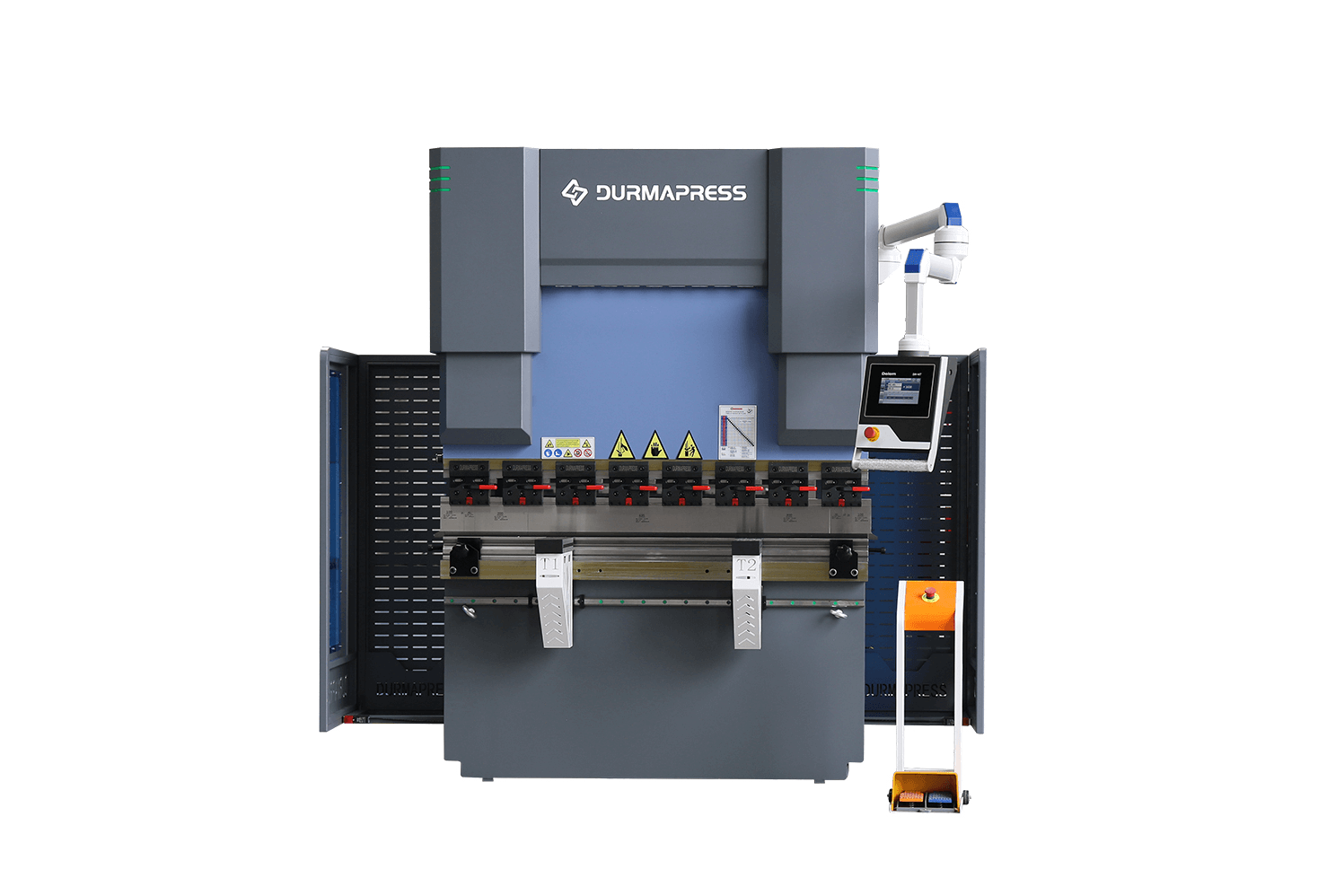
- Conecte la alimentación, encienda el interruptor de llave en el panel de control y, a continuación, pulse la bomba de aceite para arrancar.
- Ajuste de la carrera, Prensa Frenos utilizando debe prestar atención para ajustar la carrera, antes de doblar chapa debe ser la prueba. Prensa plegadora de la máquina en el punto de morir hacia abajo a la parte inferior debe asegurarse de que hay una brecha de espesor de la placa. De lo contrario, el molde de la plegadora se dañará. El ajuste de la carrera es también un ajuste eléctrico rápido y manual de ajuste fino.
- Selección del tamaño en V de las herramientas de doblado (troqueles), generalmente para elegir el espesor de la placa de 8 veces el tamaño en V de la ranura. Como doblar material de placa de 4 mm, es necesario elegir alrededor de 32 mm V-Die.
- El ajuste de la galga trasera es generalmente ajuste del control del CNC y manual adjustable.Back galga delantera y trasera llamó el eje X, puede controlado por los controladores del NC y del CNC.
- Presione el interruptor de pie para iniciar la flexión, prensa plegadora y la máquina de cizallamiento es diferente, puede ser liberado en cualquier momento, suelte el pie de prensa plegadora se detendrá, y luego paso a continuar por la línea.De acuerdo con la prensa plegadora hidráulica ordinaria de procesamiento de material de placa Q235 para hacer una simple introducción
El diseño de las herramientas de plegado depende de la pieza de trabajo del cliente, se puede dividir en selección de punzón y selección de matriz. Las reglas son las siguientes:
Selección de punzonado :
- Cuando la pata pequeña de arriba es más larga que la de abajo, necesita un punzón de cuello de cisne.
- Cuando la pata pequeña de arriba es más corta que la de abajo, sirve cualquier forma de punzón.
- Cuando la pata pequeña de arriba es igual a la de abajo, se necesita un punzón agudo desplazado.
Selección de troqueles:
El cliente puede utilizar la regla normal 8×2 para guardar el burget.
- En primer lugar, determine el rango de espesores de chapa que desea plegar. Por ejemplo, es posible que necesite doblar material de 2 mm a V=16 mm Muere.
- En segundo lugar, evalúe el juego de troqueles más pequeño necesario multiplicando el metal más fino por 8. En este caso, un material de 3 mm necesitaría el troquel más pequeño, por lo tanto 3 × 8 = 24 mm, lo que redondea el tamaño del juego de troqueles V a 24 mm.
- En tercer lugar, evalúe el tamaño más grande del juego de troqueles V necesario multiplicando el metal más grueso por 8. En este caso, el material más grueso de 6 mm necesitaría el troquel más grande: 6× 8 = 48 mm.
Ya has determinado el troquel más pequeño y el más grande que necesitas: 2 mm y 6 mm. Para rellenar lo que necesita en medio, empiece con el tamaño V más pequeño y duplique su tamaño. En este caso, obtendrá una matriz de 16 mm (2 × 8 = 4). Molde Multi-V 32mm , 48mm .
Si su pieza no necesita un reborde corto, un desplazamiento estrecho o un radio ajustado, ¿para qué complicarse? Siga estas tres sencillas reglas y mejorará el rendimiento angular, acortará el tiempo de preparación y reducirá los costes operativos de la herramienta.
También Durmapress Ingeniero puede diseñar las herramientas especiales de acuerdo a la solicitud de productos de los clientes, por lo que sólo en contacto con nosotros y enviar sus productos dibujos está bien.
