Máquina manual de soldadura por láser de fibra

General Características
Por qué elegir la máquina de soldadura láser
- Flexibilidad: es adecuado para soldar cualquier producto con forma.
- Alta eficiencia: la velocidad de soldadura es de 2 a 10 veces más rápida que el proceso de soldadura tradicional.
- Rapidez: compatibilidad con una amplia gama de modelos y tiempos de cambio cortos
- Alta calidad de soldadura: sin distorsión, sin cicatriz de soldadura y muy resistente
- La superficie de la costura de soldadura es lisa y bonita, sin necesidad de realizar más procesos de esmerilado, ahorra tiempo y costes Diseño modular compacto con menos espacio de disposición, bonito y fácil de mantener y poner en marcha; Funcionamiento sencillo: el operario se pondrá en marcha rápidamente incluso sin ninguna experiencia.

Wobble-3 = Soldadora de onda continua (CW)
Con un láser de onda continua, la salida del láser permanece encendida hasta que se apaga. Para soldar por puntos una sola soldadura o una costura, la salida del láser puede modularse, lo que significa que el láser se enciende y apaga rápidamente (modo pulsado). La potencia pico del láser CW es la misma que su potencia media máxima, por lo que el tamaño de los puntos enfocados suele ser inferior a 100 micras. Los láseres de fibra CW suelen ser una buena elección para la soldadura general de cordones de hasta 3~4 mm de profundidad para un láser de fibra de 1000 W, la soldadura de cordones de alta velocidad de materiales iguales y distintos, y la producción de soldaduras por puntos de menos de 100 micras de diámetro cuando no se aplica la función de bamboleo.
Ancho de pulso (soldadura láser)
Cuando un láser está en modo pulso, la duración del pulso se conoce como el ancho de pulso. En muchas aplicaciones de proceso ancho de pulso se utiliza para ajustar el proceso, a diferencia de la potencia pico, que es el ajuste bruto del proceso.
Para la soldadura se suelen utilizar milisegundos; en el corte, microsegundos, y en el marcado y micromecanizado, nanosegundos.
La soldadura láser puede dividirse en los siguientes procesos:
Soldadura por conducción de calor y soldadura Keyhole (penetración profunda)
Soldadura por conducción del calor es un método de soldadura por láser que se caracteriza por un rayo láser de baja potencia de salida. Esto hace que la profundidad de penetración no supere 1 ó 2 mm. Con la capacidad de manejar un rango de potencia relativamente amplio, la soldadura por conducción de calor puede ajustarse al nivel de potencia ideal, y la escasa profundidad de penetración permite soldar materiales susceptibles a los efectos del calor en condiciones óptimas.
Este tipo de soldadura se utiliza para juntas a tope, solapes y otras aplicaciones de soldadura de chapas finas, y también puede utilizarse para soldar juntas herméticas y otros sellos. La soldadura por conducción de calor también es adecuada para aleaciones volátiles como el magnesio y el zinc, para las que no es adecuada la soldadura por chavetero (penetración profunda).
Soldadura Keyhole (soldadura por penetración profunda) utiliza un rayo láser de alta potencia de salida para soldar a alta velocidad. La penetración estrecha y profunda permite una soldadura uniforme de las estructuras internas. Dado que la zona afectada por el calor es muy pequeña, la distorsión del material base debida al calor de la soldadura será mínima.
Este método es adecuado para aplicaciones que requieren una penetración profunda o cuando se sueldan varios materiales base apilados (incluso para culatas, esquinas, T, solapes y uniones de bridas).
Elija la máquina manual de soldadura láser de fibra Durmapress Experimente la soldadura sin preocupaciones
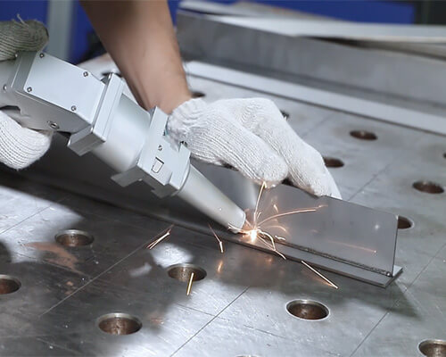
Más pequeño, flexible y cómodo
Diseño integrado, láser, enfriador de agua y la parte de control están integrados juntos, ocupando un área más pequeña, bajos requisitos para el sitio; Antorcha de soldadura de mano, fibra de transmisión puede ser equipado con 5 metros, 8 metros, 10 metros, rompiendo las limitaciones de la mesa de trabajo, puede alcanzar un rango de soldadura más amplio, adecuado para todo tipo de costuras de soldadura complejas, puede soldar cualquier parte de la pieza de trabajo y el ángulo deseado .

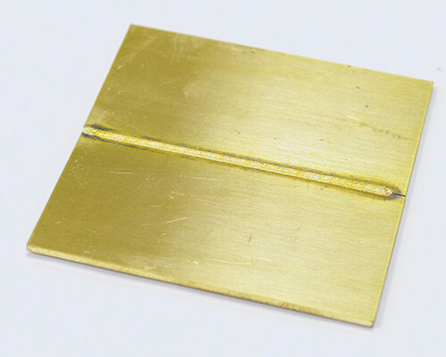
Buena calidad de soldadura y cordón de soldadura firme
Modo láser constante, cordón de soldadura liso, sin escamas de pescado, cordón de soldadura fuerte y firme; Pequeña zona afectada por el calor, pequeñas zonas amarillentas y ennegrecidas a ambos lados del cordón de soldadura, pequeña deformación general de la pieza de trabajo; Pequeña altura de la pila del cordón de soldadura, sin necesidad de proceder a un tratamiento de lijado secundario.
Bajo coste de uso y mantenimiento
La eficiencia de conversión electro-óptica hasta 30% o más, que es 10 veces del láser YAG sólido (3%), y la estabilidad de potencia es ±0.5%; No hay lente óptica en la cavidad resonante, y la vida de la fuente de bombeo es de más de 100.000 horas, que es casi libre de mantenimiento ; No hay necesidad de añadir alambre de soldadura durante la soldadura, sin costes adicionales de consumibles.
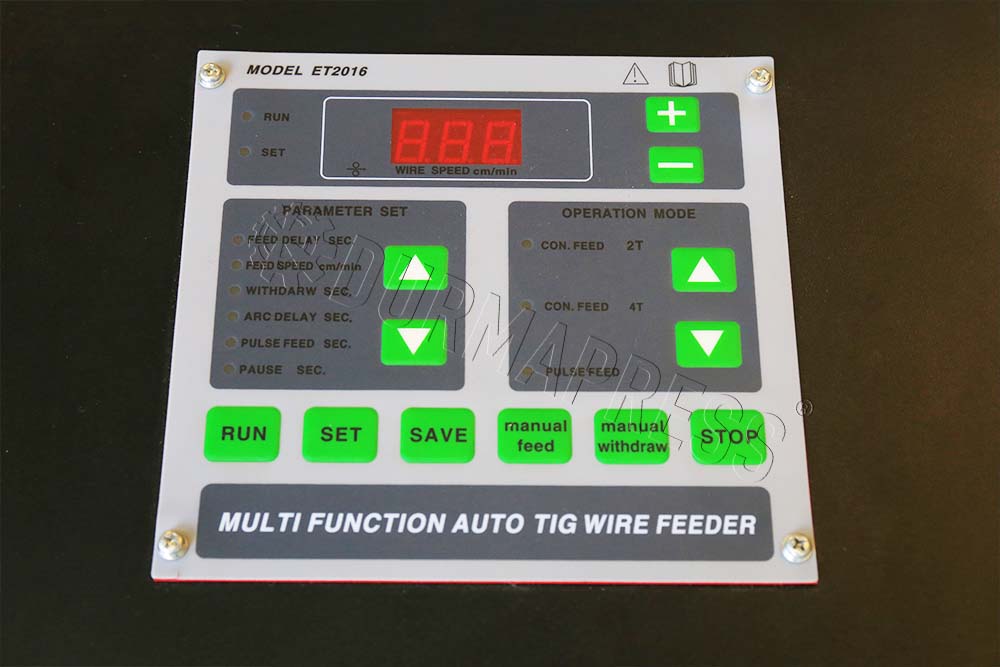
Pistola de soldadura
Soldadura aditiva o soldadura por depósito:
Se añade material a la unión soldada, normalmente en forma de alambre metálico o polvo.
Este método también se conoce como revestimiento por láser o deposición directa de metal. La soldadura implica el uso de un material de relleno, con las superficies del material de relleno y el material base fundiéndose para formar una unión metalúrgica. Los materiales de relleno más comunes son el alambre o el polvo metálico. Este método puede ser automático o manual en función de la aplicación. La soldadura por depósito láser puede utilizarse no sólo para unir, sino también para reparar defectos de la superficie de soldadura, para fabricar componentes en forma de malla mediante la formación de cordones de soldadura y para procesar superficies metálicas.

Vídeo de presentación del producto
Funcionamiento de la máquina de soldadura por láser de fibra
Con la soldadura por láser de fibra, es posible cambiar la potencia de salida y la forma de oscilación del haz láser. La soldadura por láser de fibra también es muy adecuada para soldadura de materiales con un punto de fusión elevado o con alta conductividad térmica debido a un efecto térmico muy bajo durante la soldadura. La tasa de conversión de energía es muy alta y todo esto hace que el láser de fibra sea muy adaptable a diversas aplicaciones para su uso en diversos procesos de montaje de soldadura.
Galería

Datos técnicos
| Parámetros de soldadura láser de fibra : Velocidad de soldadura en mm/s Pero soldadura - Anchura de soldadura>0,3 mm - Longitud de foco : 75~150 mm | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Potencia láser | Material | espesor del material | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 3,0 mm | 3,0 mm | ||||||||
| 500W | Acero inoxidable | mm/s | 50~55 | 30~35 | 15~20 | |||||||||||
| Acero al carbono | mm/s | 50~55 | 25~30 | 10~15 | ||||||||||||
| Aleación de titanio | mm/s | 60~70 | 30~35 | 20~25 | 15~20 | |||||||||||
| Latón/Cobre | mm/s | 25~30 | ||||||||||||||
| 1000W | Acero inoxidable | mm/s | 65~70 | 50~60 | 45~50 | 30~40 | 15~20 | |||||||||
| Acero al carbono | mm/s | 65~70 | 45~50 | 40~50 | 30~40 | 15~20 | ||||||||||
| Aleación de titanio | mm/s | 70~80 | 50~60 | 45~55 | 40~50 | 30~40 | ||||||||||
| Latón/Cobre | mm/s | 50~60 | 40~50 | 30~40 | 25~35 | |||||||||||
| ALU 1~3 | mm/s | 40~55 | 30~45 | 10~20 | ||||||||||||
| ALU 4~7 | mm/s | 40~55 | 30~45 | 20~30 | ||||||||||||
| 1500W | Acero inoxidable | mm/s | / | 65~70 | 50~55 | 45~45 | 35~40 | 15~20 | ||||||||
| Acero al carbono | mm/s | / | 65~70 | 45~50 | 35~40 | 20~25 | ||||||||||
| Aleación de titanio | mm/s | 90~100 | 70~80 | 60~70 | 50~65 | 45~55 | ||||||||||
| Latón/Cobre | mm/s | 80~95 | 60~75 | 50~65 | 45~50 | |||||||||||
| ALU 1~3 | mm/s | 80~100 | 60~70 | 40~50 | 25~35 | |||||||||||
| ALU 4~7 | mm/s | 80~100 | 60~70 | 50~65 | 30~40 | |||||||||||
