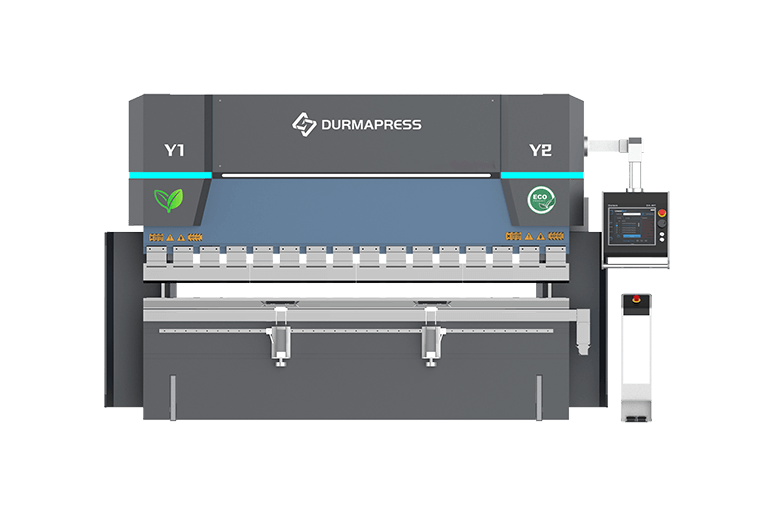
Utillaje para prensas plegadoras
Warning: Undefined array key "hotspot_offset_x" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php en línea 1060
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php en línea 1060
Warning: Undefined array key "hotspot_offset_y" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php en línea 1061
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php en línea 1061
Portaherramientas
Sistema de control CNC
Luz
Interruptor de pedal
Hoja Frente Partidario
Coronación
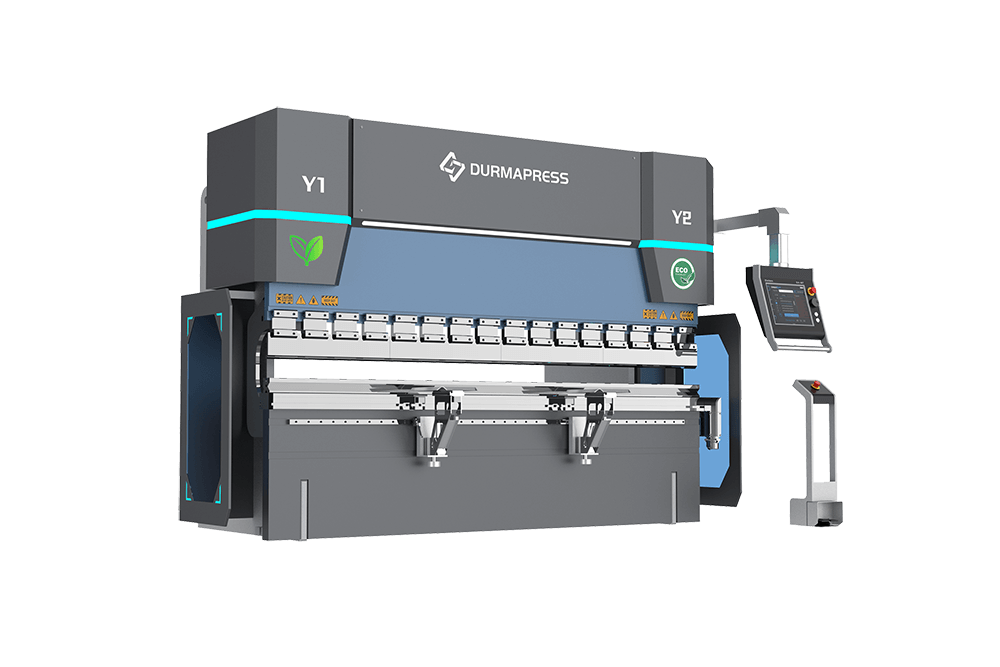
características
- Consiga un plegado preciso con gran exactitud.
- Armazón duradero con alivio de tensión para mayor estabilidad.
- Mayor profundidad de garganta, recorrido y luz diurna para mejorar el rendimiento.
- Experimente una máquina más fuerte y rápida con un ruido de funcionamiento reducido gracias a un diseño innovador.
- Cambio de herramientas y alineación eficaces para agilizar las operaciones.
- Utilice componentes de marcas fiables y reconocidas en todo el mundo.
- Simplifique los procesos de mantenimiento y reparación para mayor comodidad del usuario.
País exportador
0
+
Tasa de satisfacción de los clientes
0
/5
Miembros del equipo profesional
0
Componente estándar
Sistema de control CNC de prensas plegadoras
DELEM DA58T
La serie DA-50Touch ofrece soluciones modernas, compactas y versátiles para una amplia gama de aplicaciones de plegado sin comprometer la funcionalidad de la máquina.
- TFT en color de 15" de alta resolución
- Programación de pantallas táctiles gráficas 2D
- Hasta 4 ejes (Y1,Y2 + 2 ejes aux.)
- Cálculo de la secuencia de curvas
- Algoritmos avanzados de control del eje Y para válvulas en bucle cerrado y en bucle abierto.
- Control de coronado CNC
- USB, interfaz de periféricos
- Software sin conexión Profile-58TL
Componente OPCIONAL
Sistema de control CNC de prensas plegadoras
Personalice el controlador para su Serie DP-ES Pro
ESA S640
Rendimiento absoluto en un CNC de aplicaciones completas para máquinas de hasta 6 ejes. Gran pantalla a color Tft LCD de 15 " ultra nítida para una mejor experiencia de usuario, gracias a la HMI completa e intuitiva.

ESA S650
PC industrial integrado con CPU Intel de cuatro núcleos y sistema operativo Windows 10 para garantizar un rendimiento y una versatilidad muy por encima del resto del mercado.

CybTouch 12
CybTouch 12 cuenta con una interfaz de usuario de pantalla táctil intuitiva que ofrece una gran integración de funciones. Gracias a sus teclas de gran tamaño, la ayuda en línea, un software fácil de usar y numerosas funciones automáticas que guían constantemente al operario, CybTouch 12 es tan potente como fácil de usar.
Componente ESTÁNDAR
Otros componentes
Cada pieza puede garantizar una larga vida útil y reducir los costes de producción.
Bastidor de la máquina
Las plegadoras Durmapress incorporan un robusto bastidor monobloque fabricado en acero de alto rendimiento, que garantiza una precisión y fiabilidad duraderas. Cada bastidor está templado y respaldado por una garantía de 15 años.
Cilindro hidráulico
Nuestros cilindros hidráulicos están fabricados con acero aleado de alta calidad, lo que garantiza su durabilidad y fiabilidad de funcionamiento. Estos cilindros están diseñados para soportar los rigores del uso intensivo y ofrecer un rendimiento constante a lo largo del tiempo.
Calibre trasero
Utilizamos husillos de bolas y guías lineales PMI de Taiwán para la precisión del eje X, lo que garantiza una mayor precisión que los sistemas basados en varillas. El tope trasero, controlado por un servomotor con un mecanismo de correa dentada y rueda, ofrece un posicionamiento preciso.
armario eléctrico
Aprovechando la fiabilidad de los componentes originales Schneider procedentes directamente de Francia, famosos por su estabilidad inquebrantable, su impresionante durabilidad y su prolongada vida útil.
Abrazadera rápida lateral
Revolucione la eficiencia de su producción con la posibilidad de intercambiar sin problemas los punzones superiores. Al agilizar el flujo de trabajo, esta función garantiza un proceso rápido y eficiente a la hora de adaptarse a los distintos requisitos de plegado.
motor
Presentamos un motor Siemens de bajo consumo procedente de Alemania, diseñado para satisfacer a la perfección las demandas de producción diarias de nuestros clientes. Este motor funciona con una eficiencia sustancialmente mayor que los motores estándar, lo que lo convierte en la solución ideal para satisfacer las necesidades de nuestros clientes.
dedo índice
Al controlar con precisión la posición de parada de la pieza de trabajo, garantiza que la posición de procesamiento y el tamaño de cada pieza de trabajo sean uniformes. Al mismo tiempo, la posición y la altura del dedo de tope pueden ajustarse según sea necesario para adaptarse al procesamiento de piezas de trabajo de diferentes tamaños y formas.
Front Supporter
El soporte delantero de la plegadora desempeña una función de apoyo y posicionamiento de la pieza durante el proceso de plegado. Tiene las siguientes ventajas: mejora la estabilidad de la pieza y reduce la posibilidad de deformación y desplazamiento; mejora la precisión del procesamiento.
Componente OPCIONAL
Otros componentes
Accesorios de primera calidad de las principales marcas internacionales
Coronación
Para garantizar ángulos de plegado precisos y uniformes en toda la longitud de la pieza, independientemente del grosor del material, reduciendo los desechos y mejorando la eficiencia. Mejora la versatilidad de la prensa plegadora compensando la desviación de la matriz, garantizando que el producto final cumpla las especificaciones deseadas con ángulos de plegado precisos. Este ajuste de la forma de la bancada contrarresta la desviación de la matriz, garantizando unos doblados precisos según las especificaciones.
European Type Sectioned 4V Die & Punch
Su diseño segmentado permite una fácil personalización y ajuste, garantizando un curvado preciso de diversos perfiles. Los materiales de alta calidad utilizados en su construcción las hacen duraderas y capaces de soportar operaciones de curvado a alta presión. Además, el diseño seccional permite cambiar rápidamente entre diferentes requisitos de curvado, lo que reduce el tiempo de inactividad y ofrece un ahorro de costes a largo plazo.
LaserCheck Medición del ángulo de curvatura
Experimente una precisión sin igual con el sistema de medición de ángulos iMeasure Laser en colaboración con Data-M Engineering, que garantiza ángulos de curvatura exactos con una sola operación.
Protección láser DSP
El sistema de protección láser DSP supervisa la intensidad y la ubicación de la radiación láser en tiempo real para garantizar que cualquier posible riesgo para la seguridad láser pueda detectarse a tiempo cuando la plegadora esté en funcionamiento.
Seguidores de chapa controlados por CNC
Los últimos seguidores para el plegado de chapa pretenden optimizar las prestaciones de nuestras plegadoras reduciendo el tiempo de puesta a punto de la plegadora y simplificando el trabajo de los operarios. Estas ayudas al plegado proporcionan a los operarios una valiosa asistencia práctica.
portaherramientas wila
Utilizamos las tecnologías innovadoras de WILA, incluyendo Safety-Click®, Smart Tool Locator® y el sistema de reemplazo E2M® para herramientas (de trabajo pesado), para mejorar la seguridad y conveniencia del reemplazo. La precisión y la ergonomía se adaptan cuidadosamente para obtener la máxima productividad de todas las herramientas.
Pida presupuesto ahora
Obtenga más información sobre la servoprensa de nivel superior DP-Hybrid de DURMAPRESS®.

Características estructurales de los cilindros hidráulicos
Nuestros cilindros hidráulicos están fabricados con acero aleado de alta calidad para ofrecer durabilidad y fiabilidad.
- Válvula de cartucho de dos vías: Diámetro Dg16-Dg160, rango de caudal 63 L/min-15000L/min.
- Válvula de llenado de líquidos: Diámetro Dg40-Dg400, rango de caudal 300L/min-35000L/min.
- Válvulas de corredera de placa tradicionales: Incluyen válvula de alivio, válvula de secuencia, válvula unidireccional, válvula direccional solenoide, válvula unidireccional de control hidráulico, válvula de mariposa, válvula de control de flujo.
- Barril del cilindro: Fabricado en acero de aleación de alta calidad para mayor solidez y resistencia al desgaste.
- Pistón: Forma una cavidad estanca con el cilindro, transmitiendo la fuerza mediante presión hidráulica.
- Juntas: Importantes para sellar y evitar fugas y contaminación.
- Puerto de aceite: Entrada y salida para la entrada, salida y ajuste de la presión del aceite hidráulico.
¿Por qué elegir la serie DP-ES Pro Servo?
1
rentable
DP-ES Pro Servo presenta una rentable plegadora CNC compacta que ofrece un sinfín de funciones y opciones.
2
Sistema opcional
Disfrute de precios competitivos combinados con controles gráficos DELEM DA53T 2D de última generación o Cybelec CybTouch 8PS.
3
Control de 6+1 ejes
La serie DP-ES Pro Servo destaca como la mejor opción para la tecnología de máquinas Y1/Y2.
fábrica de durmapree
Ver el vídeo
Fabricante de equipos punteros de tratamiento de metales
fábrica de durmapree
calculadora de parámetros de flexión
¿Cuánta fuerza necesita para doblar su pieza
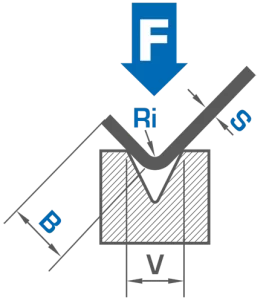
Cálculo de la fuerza de flexión
¿Cuánta fuerza necesitas para doblar la pieza?
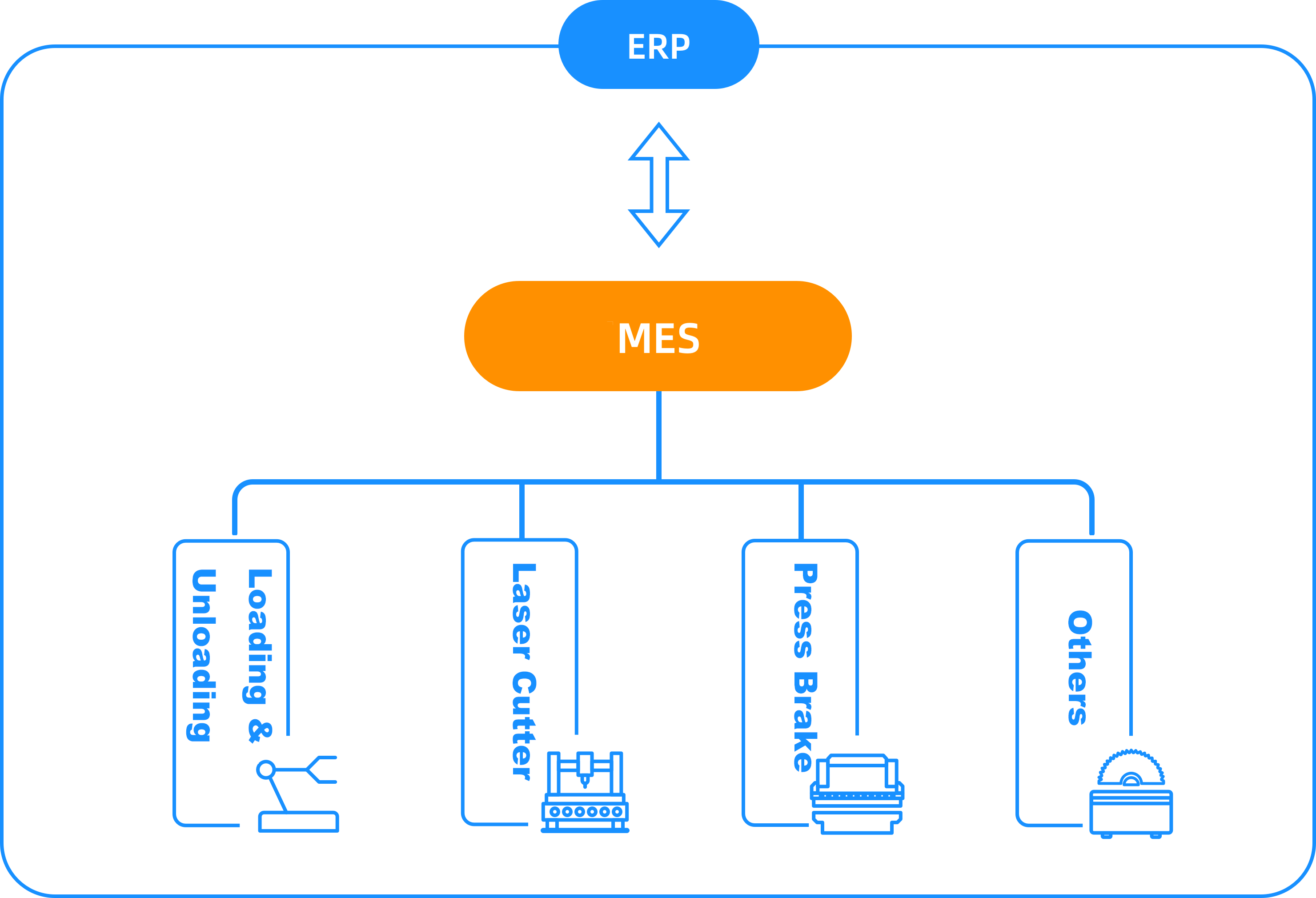
Equipamiento estándar industria 4.0
Sistema ERP
- Intercambio e integración de datos en tiempo real
- Apoyo inteligente a la toma de decisiones
- Producción personalizada y flexibilidad
- Automatización y adaptabilidad
Sistema de Ejecución de la Fabricación
- Programación y planificación de la producción
- Gestión de calidad y equipos
- Optimización de procesos y análisis de datos de producción
- Seguimiento y gestión del material

Usted pregunta, nosotros respondemos
Si tiene más preguntas, póngase en contacto con nosotros y le responderemos en 24 horas.
- Material (acero dulce, acero inoxidable, aluminio, etc.)
- Espesor ( Por ejemplo 4mm , 6mm y más )
- Longitud de trabajo ( Por ejemplo 12feet, 3100mm o 100inch y ect )
- Resistencia a la tracción del material (450Mpa, 350Mpa, etc.)
- Hay una gran diferencia entre la barra de torsión NC plegadoras hidráulicas (Manual de plegadoras anticuado) y electro-hidráulico Servo CNC máquina plegadora, el primero es el uso de eje de torsión conectado a la izquierda y derecha del péndulo, etc, la formación de eje de torsión mecanismo de sincronización forzada en dos cilindros hidráulicos sincronizados arriba y abajo de movimiento para mantener la sincronización, y el segundo es el uso de servoválvula electro-hidráulica proporcional y otros sistemas de control hidráulico y la escala para formar un control de bucle cerrado. Es decir, la barra de torsión NC Prensa plegadora en el método de sincronización mecánica, y la sincronización electro-hidráulica es un método de sincronización de la válvula servo-proporcional.
- En comparación con la plegadora CNC que controla el ordenador, el cuerpo de la plegadora NC de barra de torsión se mecaniza con una precisión relativamente baja, por lo que es completamente incapaz de cumplir con los requisitos de precisión de la válvula servo-proporcional electro-hidráulica.
- Si desea convertir la barra de torsión NC Prensa plegadora en una máquina CNC Prensa plegadora debe añadir proporcional servo válvula, escala, electro-hidráulico CNC Controller y posiblemente añadir sistema de backguage de precisión, al mismo tiempo, también eliminar el eje de torsión del eje de flexión máquina de equilibrio, la válvula hidráulica, sistema hidráulico y otros componentes, no sólo una carga de trabajo muy grande, pero también tendrá un gran costo de operación. Por lo tanto, si desea cumplir con su futuro desarrollo de negocios, elija las mejores prensas plegadoras será más brillante.
- Conecte la alimentación, encienda el interruptor de llave en el panel de control y, a continuación, pulse la bomba de aceite para arrancar.
- Ajuste de la carrera, Prensa Frenos utilizando debe prestar atención para ajustar la carrera, antes de doblar chapa debe ser la prueba. Prensa plegadora de la máquina en el punto de morir hacia abajo a la parte inferior debe asegurarse de que hay una brecha de espesor de la placa. De lo contrario, el molde de la plegadora se dañará. El ajuste de la carrera es también un ajuste eléctrico rápido y manual de ajuste fino.
- Selección del tamaño en V de las herramientas de doblado (troqueles), generalmente para elegir el espesor de la placa de 8 veces el tamaño en V de la ranura. Como doblar material de placa de 4 mm, es necesario elegir alrededor de 32 mm V-Die.
- El ajuste de la galga trasera es generalmente ajuste del control del CNC y manual adjustable.Back galga delantera y trasera llamó el eje X, puede controlado por los controladores del NC y del CNC.
- Presione el interruptor de pie para iniciar la flexión, prensa plegadora y la máquina de cizallamiento es diferente, puede ser liberado en cualquier momento, suelte el pie de prensa plegadora se detendrá, y luego paso a continuar por la línea.De acuerdo con la prensa plegadora hidráulica ordinaria de procesamiento de material de placa Q235 para hacer una simple introducción
El diseño de las herramientas de plegado depende de la pieza de trabajo del cliente, se puede dividir en selección de punzón y selección de matriz. Las reglas son las siguientes:
Selección de punzonado :
- Cuando la pata pequeña de arriba es más larga que la de abajo, necesita un punzón de cuello de cisne.
- Cuando la pata pequeña de arriba es más corta que la de abajo, sirve cualquier forma de punzón.
- Cuando la pata pequeña de arriba es igual a la de abajo, se necesita un punzón agudo desplazado.
Selección de troqueles:
El cliente puede utilizar la regla normal 8×2 para guardar el burget.
- En primer lugar, determine el rango de espesores de chapa que desea plegar. Por ejemplo, es posible que necesite doblar material de 2 mm a V=16 mm Muere.
- En segundo lugar, evalúe el juego de troqueles más pequeño necesario multiplicando el metal más fino por 8. En este caso, un material de 3 mm necesitaría el troquel más pequeño, por lo tanto 3 × 8 = 24 mm, lo que redondea el tamaño del juego de troqueles V a 24 mm.
- En tercer lugar, evalúe el tamaño más grande del juego de troqueles V necesario multiplicando el metal más grueso por 8. En este caso, el material más grueso de 6 mm necesitaría el troquel más grande: 6× 8 = 48 mm.
Ya has determinado el troquel más pequeño y el más grande que necesitas: 2 mm y 6 mm. Para rellenar lo que necesita en medio, empiece con el tamaño V más pequeño y duplique su tamaño. En este caso, obtendrá una matriz de 16 mm (2 × 8 = 4). Molde Multi-V 32mm , 48mm .
Si su pieza no necesita un reborde corto, un desplazamiento estrecho o un radio ajustado, ¿para qué complicarse? Siga estas tres sencillas reglas y mejorará el rendimiento angular, acortará el tiempo de preparación y reducirá los costes operativos de la herramienta.
También Durmapress Ingeniero puede diseñar las herramientas especiales de acuerdo a la solicitud de productos de los clientes, por lo que sólo en contacto con nosotros y enviar sus productos dibujos está bien.
GUÍA 1
Cómo instalar el protector de cilindro de la plegadora
Siguiendo esta guía, puede asegurarse de que el protector del cilindro está instalado correctamente, proporcionando protección mientras mantiene el correcto funcionamiento de su plegadora.
Cómo utilizar el sistema de seguridad láser DSP para prensas plegadoras para protegerse
Guía de instalación de la protección del cilindro de la plegadora
Ver más
guía 2
Cómo instalar la prensa plegadora y realizar los preparativos previos
Antes de poner en marcha una plegadora CNC, hay varios preparativos que deben hacerse para garantizar el funcionamiento seguro y adecuado de la plegadora hidráulica. Estos son algunos preparativos comunes.
Cómo instalar la prensa plegadora y realizar los preparativos previos
Guía de preparación e instalación de prensas plegadoras
Ver más
Póngase en contacto con nosotros
Ubicación
High Tech Industrial , Bowang Town, Maanshan, Anhui, China
Póngase en contacto con nosotros
Teléfono : + 86 183 2557 2889
Correo electrónico : [email protected]
Nuestro horario
7/24
Síguenos
