How to distinguish the quality of 4000W fiber laser cutting machine
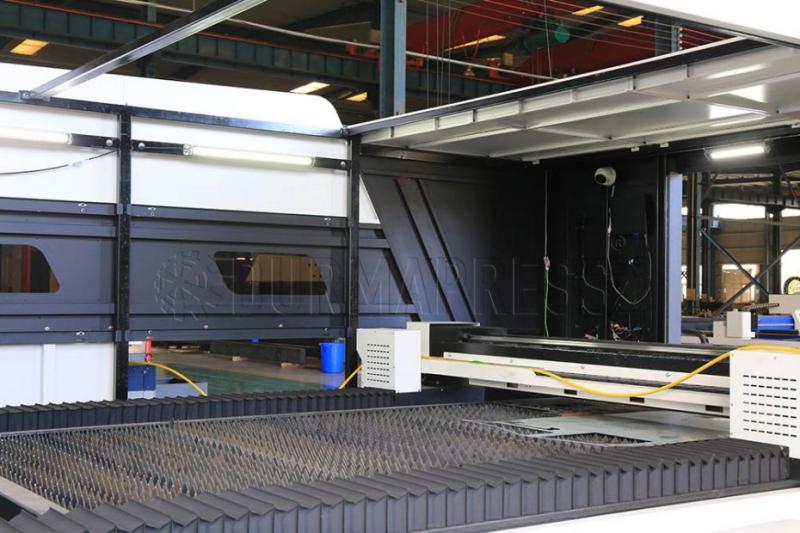
4000W Fiber laser cutting machine equipment as a new tool is more and more mature used in a variety of industries, including fiber laser cutting machine.
4000W Fiber laser cutting machine equipment as a new tool is more and more mature used in a variety of industries, including fiber laser cutting machine.

Optical 3000W fiber laser cutting machine used in the lens is divided into many kinds of focusing lens, protective lens, etc., in the process of its work will inevitably be some pollution, such as water pollution or dust pollution, so the daily maintenance process needs to clean the laser lens, in order to ensure the stability of the laser cutting machine. Of course, cleaning lenses can not be the same as clear lenses in our life, need special attention, this… Leer Más "Correct cleaning method for optical 3000W fiber laser cutting machine lens

1. Dobladora de chapas por control numérico Características del equipo: 1, programación directa de ángulo, con función de compensación de ángulo. 2, corrección de retroalimentación de detección de regla de rejilla en tiempo real, control de bucle cerrado completo, la precisión de posicionamiento del tope trasero y el tope muerto del bloque deslizante es de ±0,02 mm. 3. El troquel superior adopta un dispositivo de sujeción rápida, y el troquel inferior adopta un mecanismo de compensación de deformación de cuña oblicua. 4, con la función de programación de múltiples pasos, puede ser más de un centenar de operación automática, piezas completas de múltiples pasos de procesamiento de una sola vez, mejorar la eficiencia de producción. 5, de acuerdo... Leer Más "Numerical control sheet bending machine performance characteristics and correct control instruction

Distinguish from the structure form, 4X2500 shearing machine can be divided into vertical shearing machine and horizontal shearing machine two kinds, in contrast, vertical than horizontal shearing plate thickness thick, and shearing machine made of bending machine style is conducive to work. But no matter what kind of structure it is, the parts included are the same. Plate shearing machine frame adopts steel structure, left and right vertical plate, table and pressing plate welded into a whole structure, after welding… Leer Más "The characteristics of shearing machine and distinguish, compare their differences!
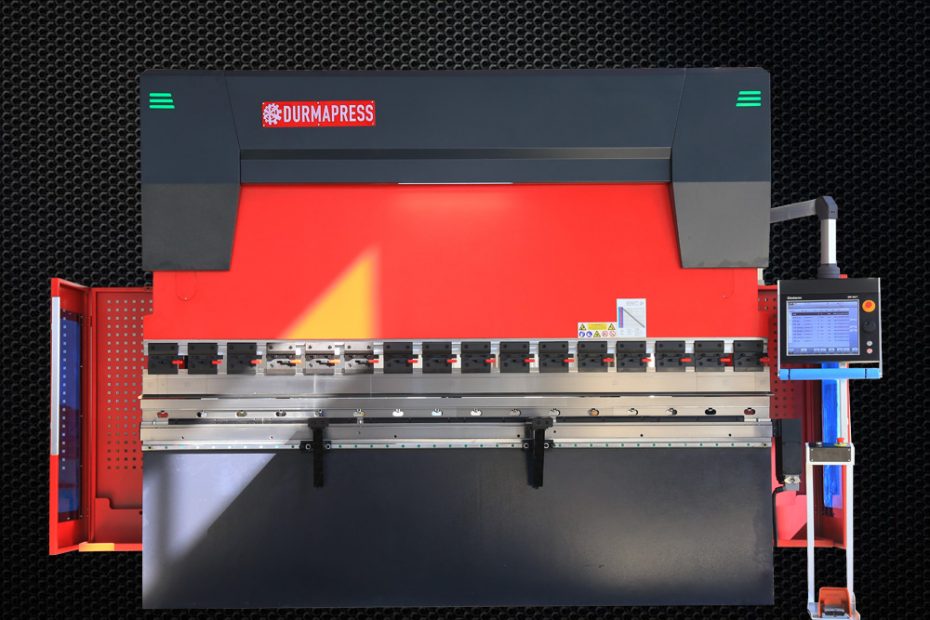
1. All steel welded structure, with sufficient strength and rigidity hydraulic sheet bending machine equipment. 2. Hydraulic upward transmission, the cylinder at both ends of the machine tool is placed on the slide block, and directly drives the sliding work. 3. Slider synchronization mechanism adopts torsional shaft to force synchronization. 4. Mechanical block structure, stable and reliable. 5. Quick adjustment of slider stroke, manual fine tuning, counter display. 6. Oblique wedge deflection compensation mechanism to ensure higher bending accuracy. The… Leer Más "Hydraulic sheet bending machine equipment is mainly composed of what parts?

1) Before the maintenance or wiping of the bending machine, the upper die of the hydraulic sheet bending machine should be aligned with the lower die and then put down and shut down until the work of the bending machine is completed. If it is necessary to start up or other operations, the mode should be selected in manual and ensure safety. 2) The maintenance of the bending machine is as follows: Hydraulic system maintenance of bending machine: A. Check the… Leer Más "Hydraulic sheet bending machine maintenance and daily maintenance

Avería uno: el sistema hidráulico de la máquina dobladora hidráulica no tiene presión 1. Compruebe si la bobina de solenoide de la válvula de alivio de presión está alimentada. Compruebe si la bobina de solenoide de la válvula de alivio de presión está alimentada y si la tensión de la bobina de solenoide de presión cumple los requisitos. Por las razones anteriores, compruebe las razones eléctricas relacionadas. 2. Compruebe si la válvula de cartucho está atascada o el carrete principal está atascado, y si el orificio de amortiguación está bloqueado. Si este es el caso, retire la válvula de alivio, límpiela e instale... Leer Más "Análisis de cuatro averías comunes de la plegadora hidráulica

La máquina curvadora WE67K-100T4000 consta de un soporte, una mesa y una placa de sujeción, la mesa está dispuesta en el soporte, la mesa se compone de una base y una placa de presión, la base está conectada con la placa de sujeción a través de una bisagra, la base se compone de una carcasa, una bobina y una placa de cubierta, la bobina se coloca en la depresión de la carcasa, la parte superior de la depresión está cubierta con una placa de cubierta. Cuando se utiliza, el alambre... Leer Más "La importancia de la estructura y los componentes de la máquina curvadora WE67K-100T4000

Descripción de la parte principal y la estructura de la máquina curvadora CNC WE67K: 1, parte de bloque de deslizamiento: transmisión hidráulica, la parte de bloque de deslizamiento se compone de bloque de deslizamiento, cilindro de aceite y estructura de ajuste fino de bloque mecánico. Los cilindros izquierdo y derecho se fijan en el bastidor, y el pistón (vástago) impulsa el bloque deslizante para moverse hacia arriba y hacia abajo a través de la presión hidráulica. El bloque mecánico es controlado y ajustado por el sistema de control NUMÉRICO. 2, la parte de la mesa: accionada por el... Leer Más "Parte principal y estructura de la plegadora CNC WE67K

Several key technologies must be mastered and solved in CO2 1500W laser cutting machine for cutting parts with high precision or large thickness. Focus position control technology is one of them. One of the advantages of laser cutting is the high energy density of the beam, so the focal spot diameter is as small as possible in order to produce a narrow slit. Because the smaller the focal depth of the focusing lens is, the smaller the focal spot diameter… Leer Más "How to use1500W laser cutting machine to cut high quality products? Focus is important!
