
Introduction
In today's highly developed metal processing field, Press Brake plays a pivotal role as a key mechanical equipment. It is not only able to complete the task of bending and molding of metal sheets with great efficiency, but also ensures the accuracy of the process and the quality of the final product. However, to make the Press Brake can play out its best performance, proper and timely maintenance is essential. The purpose of this paper is to analyze some of the typical failures that may be encountered during the daily use of a Press Brake and to provide practical solutions to these failures. Through these strategies, operators can maintain the equipment more effectively, thus avoiding production stoppages and potential economic losses caused by equipment failure.

Hydraulic System Failures
- Failure phenomenon: No or insufficient pressure in the hydraulic system
- Possible causes: In the hydraulic system, the wrong direction of forward and reverse rotation of the motor and pump is one of the common reasons why the system does not work properly. In addition, the clogging of the relief valve spool and the solenoid valve spool will also lead to insufficient pressure in the hydraulic system. Leakage inside the pressure control valve is also a common problem that should not be ignored.
- Solution: First, the operator should double-check that the motors and pumps are rotating in the correct direction to ensure that they are running in the specified direction. Secondly, for the relief valve spool and solenoid valve spool blockage, should be cleaned up promptly to ensure that they are unobstructed, to ensure the normal operation of the hydraulic system. Finally, check the pressure control valve to ensure that it has no internal leakage to maintain the stable pressure of the hydraulic system. Through these steps, the problem of no or insufficient pressure in the hydraulic system can be effectively solved to ensure the normal operation of the Press Brake.
- Failure phenomenon: slow descent of the slider or the phenomenon of stagnation
- Possible causes: slow or stalled slider in the process of descending, may be due to internal wear or damage to the cylinder, the guide rail surface wear or non-vertical, the oil level in the tank is too low, or the fast forward speed is set too high resulting in insufficient oil supply, as well as the liquid filling valve internal jamming or failure to fully open.
- Solution: First, the cylinder and guide rails need to be carefully inspected to ensure that they are not visibly worn or damaged and that the rails remain vertical. Next, check the oil level in the tank to ensure that it is at a normal level to avoid insufficient oil supply due to low oil level. In addition, adjust the fast forward speed to ensure that it is set within a reasonable range to ensure adequate oil supply. Finally, clean the filling valve to make sure that there is no foreign matter inside it and it can be opened smoothly, so as to avoid the phenomenon of stagnation.
Hydraulic system oil leakage
- Fault phenomenon: hydraulic system oil leakage phenomenon
- Possible causes: Loose connection screws and pipe fittings, aging or damage to seals are the main causes of hydraulic system leakage.
- Solution: First, double-check all the connecting screws and pipe fittings to make sure they are tightened and not loosened. Secondly, immediately check the seals and replace any damaged or aged seals to prevent hydraulic oil leakage. These measures can effectively reduce oil leakage from the hydraulic system.
Bending imbalance
- Fault phenomenon: in the bending process, the two sides of the bending imbalance
- Possible causes: uneven wear of the mold and the slider is not parallel to the main cause of the bending process on both sides of the bending imbalance.
- Solution: First, adjust the hexagonal tube to correct the angle difference and ensure that the mold wear is even. Secondly, use the eccentric sleeve to adjust the parallelism of the slider to ensure that it stays parallel during the bending process, to realize the uniformity of both sides of the bending. Through these adjustments, the problem of bending imbalance can be effectively solved.

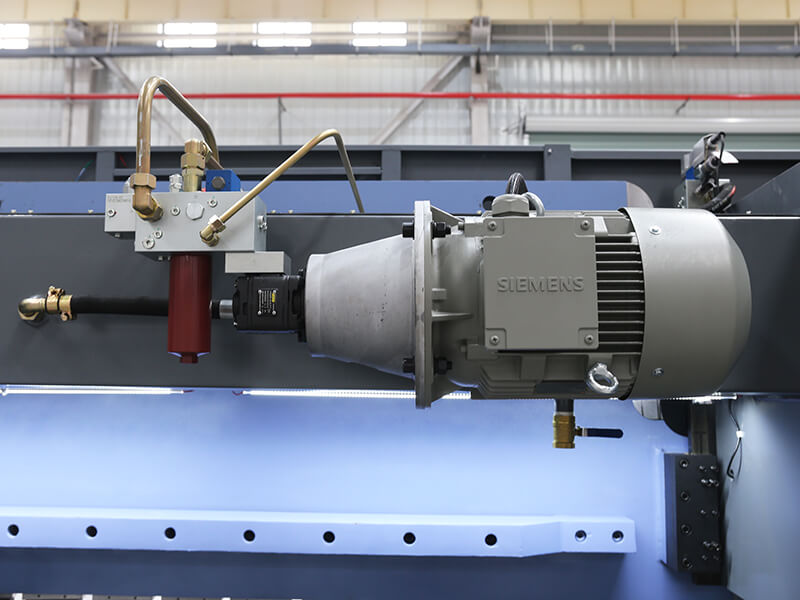
Mechanical and electrical failure
- Failure phenomenon: abnormal noise generated during the operation of the press brake
- Possible causes: Loose connections, worn bearings or damaged parts can cause the press brake to produce abnormal noise during operation.
- Solution: First, check and adjust the slider to ensure that it runs smoothly and is not loose. Secondly, check and replace worn or damaged molds and bearings to reduce the noise. Through these measures, you can effectively reduce the noise generated by the operation of the press brake.
- Failure phenomenon: electrical failure of the press brake
- Possible causes: Loose wiring, faulty sensors or damaged circuits are common causes of electrical faults.
- Solution: First, check the wiring to ensure that all connections are firm and reliable, and there is no loose phenomenon. Secondly, check the sensors and circuits and replace damaged or faulty parts immediately to restore the normal operation of the electrical system. With these measures, the electrical failure problem can be solved effectively.
Temperature and speed problems
- Fault phenomenon: press brake overheating
- Possible Cause: Clogged radiator or faulty cooling system will cause the press brake to overheat.
- Solution: Firstly, clean the radiator to make sure there is no blockage inside and the heat dissipation is good. Secondly, repair the cooling system to ensure that it works properly and avoid downtime due to overheating. Through these measures, the temperature of the press brake can be effectively controlled to avoid overheating.
- Failure phenomenon: the slider can not be slowly down, the bending force is weak
- Possible causes: 4/2-way valve failure or liquid filling valve stagnation, will lead to the slider can not be slowly down, bending force is weak.
- Solution: First, check the 4/2-way valve to make sure that it is working properly and is not malfunctioning. Secondly, clean the liquid filling valve to make sure that there is no foreign matter inside it and it can open smoothly to provide enough bending force. Through these measures, the problem of the slider not being able to descend slowly and weak bending force can be effectively solved.
- Fault phenomenon: slow return speed of the slider, high return pressure
- Possible causes: The liquid filling valve is not opened, which will lead to slow return speed of the slider and high return pressure.
- Solution: First, check the liquid filling valve to ensure that it can be fully opened during the return stroke of the slider. Secondly, adjust the return speed and pressure to ensure that they are within a reasonable range to reduce the return pressure and increase the return speed. Through these measures, the problems of slow return speed and high return pressure of the slider can be solved effectively.

Conclusion
By analyzing the common failures of the press brake and discussing the solutions, we can clearly see the importance of regular maintenance. Proper maintenance not only prevents the occurrence of failures, but also significantly extends the service life of the equipment. This article suggests that operators should regularly inspect and maintain the press brake to ensure its normal operation and improve productivity and product quality. By taking preventive maintenance measures, we can minimize equipment failures and ensure a smooth production process.

About Us
Durmapress specializes in designing, manufacturing and selling various metal processing equipment, including bending machines, shears, punches, laser cutting machines, etc. The company was founded in 2000. With years of experience and technology accumulation. DurmaPress has become one of the well-known brands in China's metal processing machinery industry.
Contact Us
Recent Posts

-300x169.jpg)

Categories
Follow Us
Contact us for more information
If you have any information about our products, please contact us and we will reply within 24 hours.
