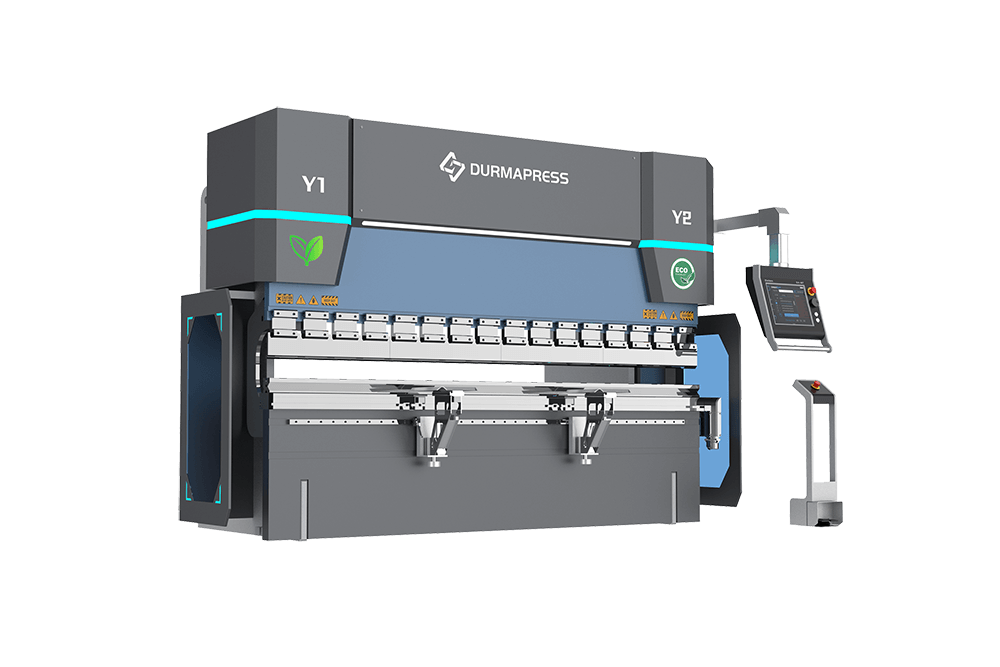
The DP-ES pro max Series Press Brake 6~8+1 Axis provides reliable precision and versatility for most bending applications. Increase your productivity with this durable and efficient solution.
Warning: Undefined array key "hotspot_offset_x" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php on line 1060
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php on line 1060
Warning: Undefined array key "hotspot_offset_y" in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php on line 1061
Warning: Trying to access array offset on value of type null in /www/wwwroot/www.durmagroup.com/wp-content/plugins/elementor-pro/modules/hotspot/widgets/hotspot.php on line 1061
Toolings Holder
CNC Controller System
Light
Foot Switch
Sheet Front Supporter
Crowning
features
Achieve precise bending with high accuracy.
Durable frame with stress relief for added stability.
Increased throat depth, stroke, and daylight for enhanced performance.
Experience a stronger and faster machine with reduced operational noise through innovative design.
Efficient tooling change and alignment for quicker operations.
Lower production costs for improved cost-effectiveness.
Utilize components sourced from globally recognized and reliable brands.
Simplify maintenance and repair processes for user convenience.
Noise reduction
0%
reduction in working cycle time
0%
energy saving
0%
Standard Component
Press Brakes CNC Control System
DELEM DA66S
The DA-66T Touch controls feature the embed-ded, real-time Windows operating system for maximum reliability. Smooth start-ups ensured, even after instant shut-off.
2D graphical touch screen programming mode
3D machine representation, in simulation and production
24" high resolution color TFT
Delem Modusys compatibility (module scalability and adaptivity)
USB, peripheral interfacing
User specific application support within the control's multitasking environment
Sensor bending & correction interface
Profile-S2D offline software
OPTIONAL Component
Press Brakes CNC Control System
Customize The Controller For Your DP-ES PRO MAX Series
ESA S860
The absolute excellence made CNC: powerful Windows PC integrated with Intel CPU and 18.5 “16: 9 mega-screen LCD HD Multitouch GlassOnly.
The DA-66T offers 2D programming that includes automatic bend sequence calculation and collision detection. Full 3D machine set-up with multiple tool stations.
Every part can ensure a long service life and reduce production costs.
Machine Frame
Durmapress press brakes feature a robust mono-block frame made from high yield steel, ensuring enduring accuracy and reliability. Each frame is tempered and backed by a 15-year warranty.
Certainly, the controller functions as the central intelligence of the complete machinery. Our firm delivers top-notch controllers sourced from esteemed brands like Delem, ESA, and Cybelec.
We use Taiwan PMI ball screw and linear guide for X-axis precision, ensuring higher accuracy than rod-based systems. The backgauge controlled by a servo motor with a timing belt & wheel mechanism, offers precise positioning.
We use the Siemens energy-efficient motor from Germany, designed to meet the daily production demands of our clientele seamlessly. This motor operates substantially more efficiently than standard motors.
Harnessing the reliability of genuine Schneider components sourced directly from France, renowned for their unwavering stability, impressive durability, and prolonged lifespan.
It ensures consistent processing position and size by precisely controlling the workpiece stop. The adjustable Stopper Finger position and height accommodate various workpiece sizes and shapes.
Durmapress's self-developed Side Fast Clamp can be used with various series to complete bending work including heavy machines. The tooling replacement is smooth and durable.
Experience unparalleled precision with the iMeasure Laser angle measurement system in collaboration with Data-M Engineering, ensuring accurate bend angles with just one operation.
The DSP Laser Protection system monitors the intensity and location of laser radiation in real time to ensure that any possible laser safety hazards can be detected in time when the press brake is running.
The latest followers for sheet metal bending aim to optimize the performances of our press brakes by reducing the time to set up the press brake and simplifying the work of operators. These bending aids provide operators with valuable practical assistance.
We use WILA's innovative technologies, including Safety-Click®, Smart Tool Locator® and the E2M® replacement system for (heavy-duty) tools, to enhance the safety and convenience of replacement. Precision and ergonomics are carefully tailored for maximum productivity from all tools.
Durmapress always adheres to the concept of putting customers first in the whole purchase experience, and continuously optimizes and innovates the production process to cater to the needs of all large, medium and small manufacturing companies.
20+ Years of Experience
Personalized customized machines
Perfect after-sales system
24/7 Availability
durmapree factory
Watch the Video
GUIDE 1
How to install the Cylinder Guard Of Press Brake
By following this guide, you can ensure the cylinder guard is installed correctly, providing protection while maintaining the proper function of your press brake.
How to install the Press Brake and make preliminary preparations
Before starting a CNC Press Brake, there are several preparations that need to be done to ensure the safe and proper operation of the hydraulic press brake. Here are some common preparations.